As of 2024, the global food-grade conveyor system market is undergoing a radical transformation. With a projected CAGR of 6.2%, the industry is shifting from simple transport mechanisms to "Clean-in-Place" (CIP) integrated smart assets. Factors like the surging demand for processed foods and stringent food safety regulations (FDA, EHEDG) are compelling manufacturers to adopt systems that eliminate microbial niches and prevent biofilm formation.
The roadmap for conveyor technology is defined by Intelligent Hygienic Design. We are seeing the rise of antimicrobial-impregnated polymers, tool-less disassembly for deep cleaning, and IoT-enabled predictive maintenance. Manufacturers are no longer just building belts; they are developing interconnected data hubs that monitor belt tension, motor heat, and sanitation cycles in real-time.
From the meat packing facilities in North America to the high-speed bakery lines in Europe and the rice processing plants in Southeast Asia, localization is key. Each region demands specific compliance—be it the USDA's 3-A Sanitary Standards or local environmental protocols regarding wastewater from cleaning conveyor systems.
Square Meters Production Base
Industry Specialists
Annual System Capacity
Years of Global Expertise
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions.


Maith Conveyor’s core product portfolio includes roller conveyor systems, belt conveyor lines, pallet handling systems, sorting conveyors, telescopic loading conveyors, gravity conveyor modules, and intelligent warehouse automation systems. By integrating PLC control systems, sensor-based tracking technology, AI-driven logistics optimization, and modular structural design, the company delivers efficient and scalable material flow solutions tailored to modern supply chain demands.
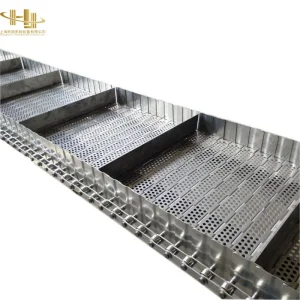
Systems designed for high-pressure washdowns (IP69K), featuring open-frame stainless steel structures that eliminate bacterial growth points. Essential for USDA and EHEDG compliance.
Precision cooling spirals and non-stick PU belts. Our solutions focus on maintaining product integrity during delicate transfers and high-temperature cooling phases.
High-speed chain conveyors and boxed beverage systems designed for moisture resistance and chemical stability during rigorous sanitation cycles.
Scalable logistics modules integrating high-speed sorting and telescopic loading, optimizing the last mile of the food supply chain.
Focus on Zero-Pocket Engineering. Every bolt, weld, and surface is polished to prevent food particles from being trapped. Use of FDA-approved blue belts for high visual contrast in foreign object detection.
Implementation of virtual replicas for every conveyor system. Real-time vibration sensors detect bearing wear before failure, reducing downtime in 24/7 food production environments by 40%.
Integration of robotic sanitation units that navigate the conveyor framework, using UV-C light and precision steam to sterilize belts without human intervention.
It must be constructed from non-toxic, non-absorbent materials (like 304/316 Stainless Steel and FDA-approved plastics) that can withstand corrosive cleaning agents and frequent washdowns without degrading.
We adhere to international standards including CE, ISO9001, and specific food safety guidelines like FDA for materials and EHEDG for hygienic design principles.
Yes. Our smart logistics systems utilize PLC control and standardized communication protocols (EtherNet/IP, Profinet) for seamless data exchange with your existing management software.
With proper maintenance, our heavy-duty stainless steel systems are engineered for a service life of 10-15 years, even in high-humidity food processing environments.