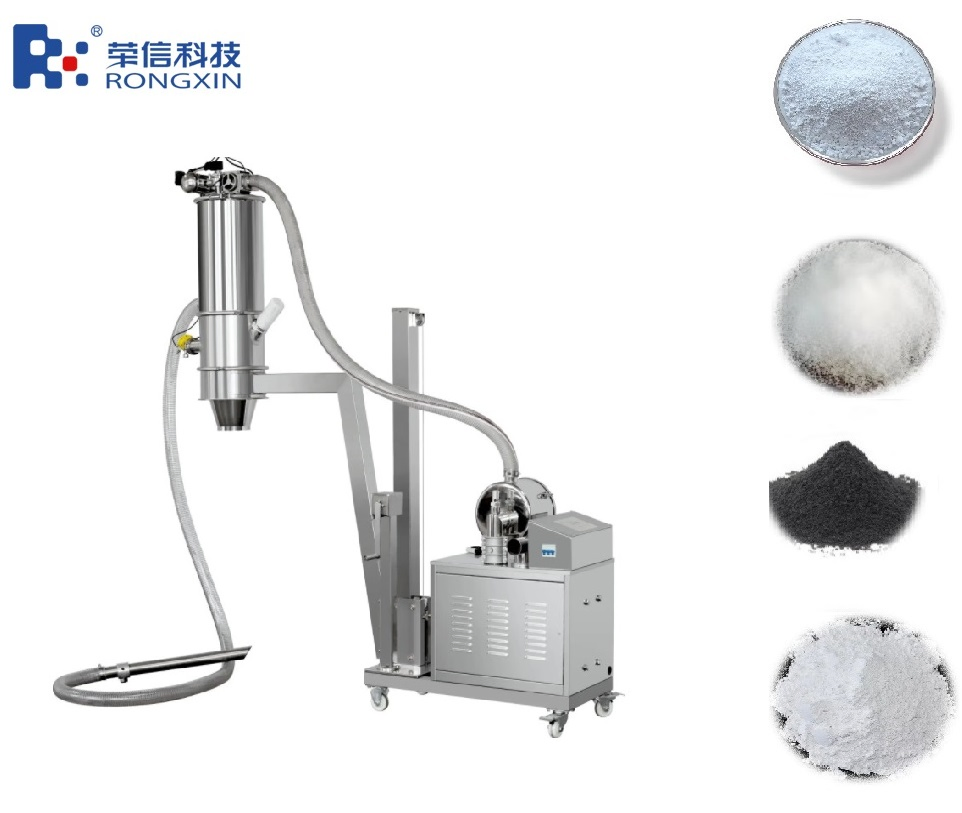
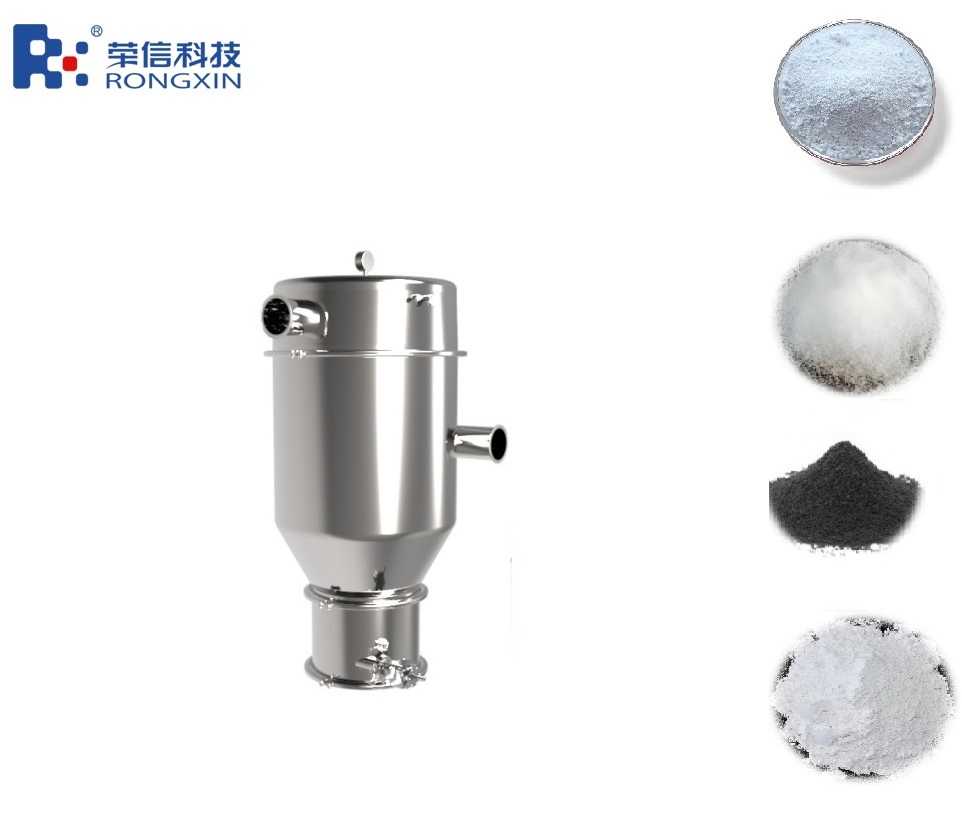
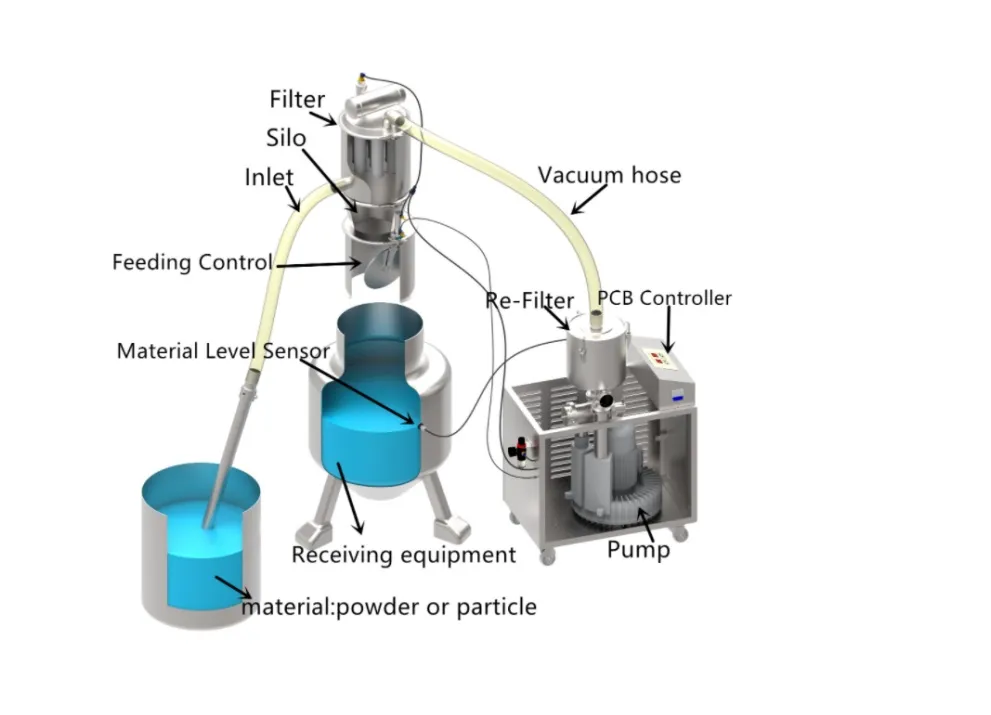
Vacuum negative pressure transportation harnesses the power of air pressure difference to create a robust airflow within the conveying pipeline. This potent airflow swiftly transports materials through a sealed pipeline to the other end of the container, ensuring the efficient and rapid conveyance of materials.
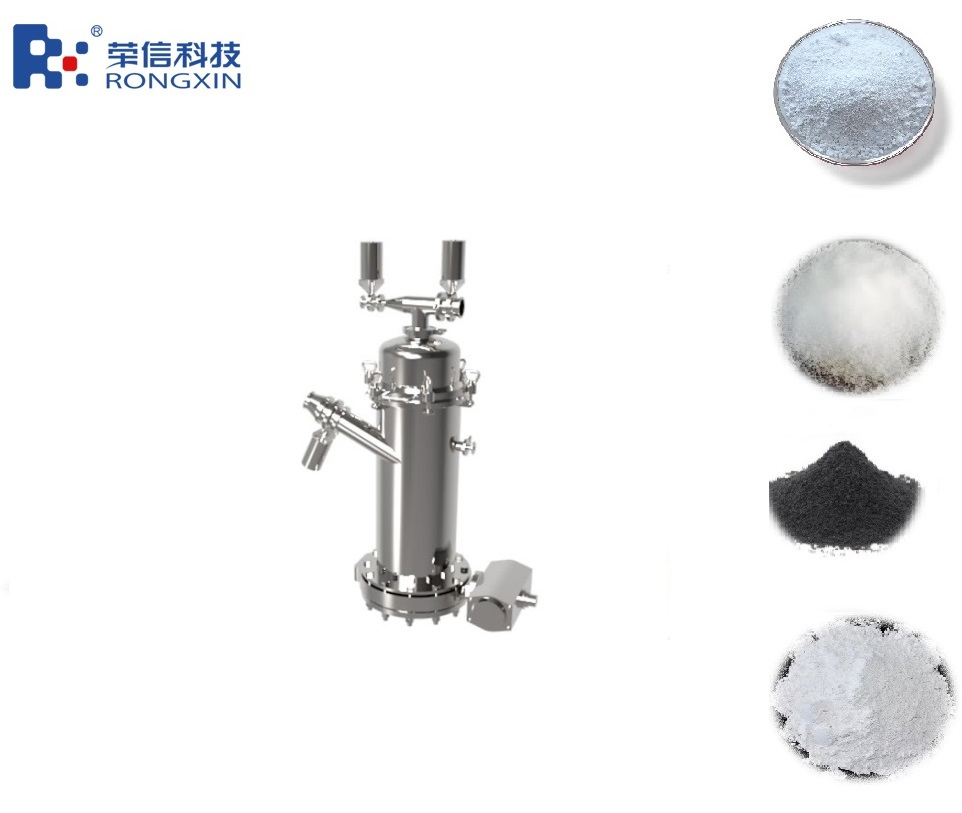
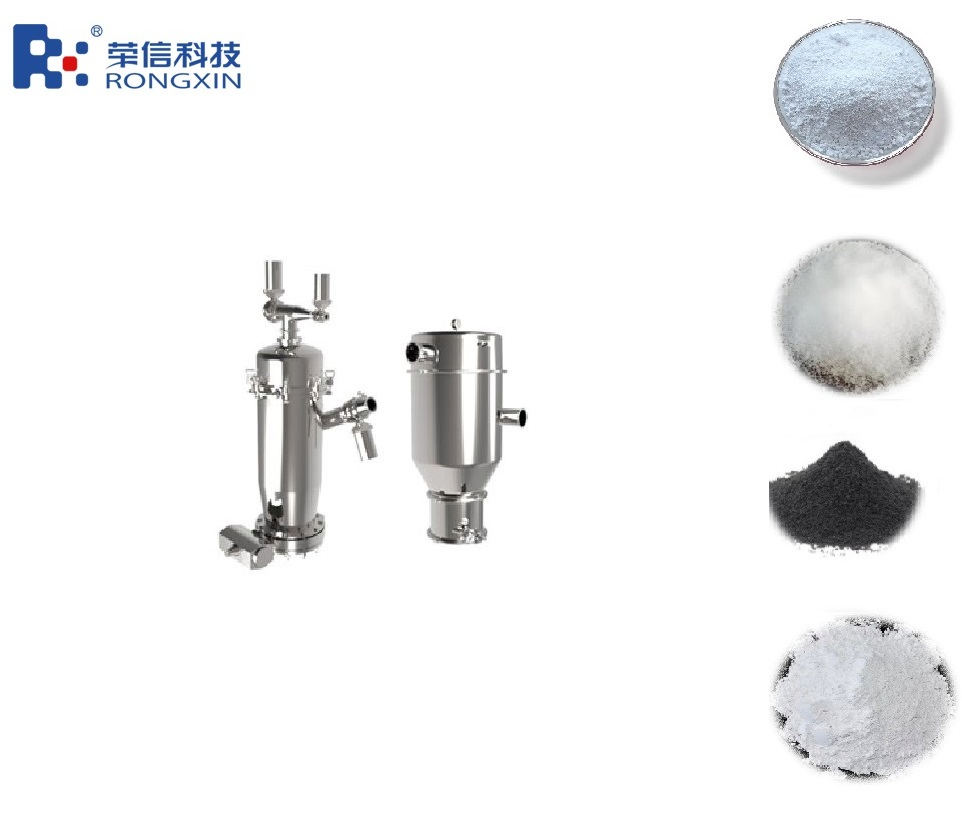
The vacuum suction machine, crafted from stainless steel, adheres to the stringent standards required for pharmaceutical and food production, ensuring durability and compliance.
Vacuum suction machines excel at conveying powdery substances, such as flour. Manual handling is not only inefficient but also disperses powder into the environment. Operators must be fully equipped with masks, hats, and other gear to minimize inhalation of the powder. Automatic conveyors solve this problem by maintaining environmental cleanliness, expediting the conveyance process, and significantly enhancing work efficiency.
Frequently Asked Questions
Q: What materials can be transported using the vacuum conveyor?
A: It is ideal for powdery substances like flour, chemical powders, and small granular materials, ensuring they remain uncontaminated during transport.
Q: Is this system compliant with food grade standards?
A: Yes, the machine is crafted from 304 or 316L stainless steel and adheres to GMP and food production hygiene standards.
Q: How does it prevent dust pollution in the workplace?
A: The conveyor uses a completely sealed negative pressure pipeline system, which eliminates dust leakage and prevents environmental contamination.
Q: Can the conveyor be cleaned easily?
A: Absolutely. It features a modular design with no dead corners, allowing for rapid disassembly and online cleaning or sterilization (CIP).
Q: Is the operation of the vacuum conveyor safe?
A: Yes, the system generates no heat during operation and is designed to be explosion-proof and vibration-free for maximum safety.
Q: What is the maximum production capacity?
A: Depending on the model, capacity ranges from 50 Kg/h (RXXL-200) up to 3500 Kg/h (RXXL-400) under standard test conditions.