In the era of rapid e-commerce expansion and just-in-time manufacturing, the Flexible Expandable Conveyor has transitioned from a warehouse luxury to a critical operational necessity. As global supply chains face unprecedented pressure to reduce "dock-to-stock" time, these modular systems provide the vital link between shipping containers and the sorting floor.
Semantic search trends indicate a 40% increase in queries related to "modular loading systems" and "portable warehouse automation." This shift reflects a move away from rigid, fixed infrastructure toward agile, reconfigurable environments. A Flexible Expandable Conveyor manufacturer must now provide more than just steel and rollers; they must provide scalability.
Modern procurement officers from Fortune 500 logistics firms are no longer just looking at the price tag. They are evaluating Total Cost of Ownership (TCO) and Information Gain in equipment durability. Key trends driving global demand include:
Reducing workplace injuries is a top priority. Flexible conveyors that adjust height and length automatically reduce the physical strain on workers during truck unloading, aligning with global labor safety standards (OSHA/CE).
Modern powered conveyors now feature smart sensors that communicate with Warehouse Management Systems (WMS). This allows for real-time throughput tracking and predictive maintenance.
Suppliers are increasingly looking for systems that handle diverse packaging—from heavy wooden crates to lightweight polybags—without damaging the goods.
Hangzhou Maith Conveyor Co., Ltd. embodies the pinnacle of China's Factory 4.0 revolution. By integrating precision engineering with cost-effective manufacturing, we provide a "Supply Chain Resilience" that local manufacturers in Europe or North America often struggle to match.
Established in 2013, our 30,000-square-meter facility in Hangzhou is more than just a factory; it is an R&D powerhouse. With over 360 employees, including mechanical and automation specialists, we bridge the gap between "standard equipment" and "bespoke solutions."

Our portfolio covers the entire spectrum of gravity and motorized expandable systems, designed for longevity and ease of maintenance.
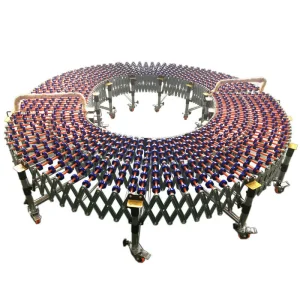
Lightweight and highly portable. Ideal for flat-bottomed boxes and areas where power is unavailable. The zinc-plated steel or plastic wheels provide low-friction movement.
Driven by high-torque motors, these systems handle inclines and consistent flow rates. Feature PLC control for automated start/stop functionality to save energy.
Specifically engineered for container unloading. These units reach deep into trucks, retracting as the space fills, maximizing throughput and worker safety.
In high-speed sorting hubs (like those used by Amazon or Alibaba), flexible conveyors allow for rapid reconfiguration of sorting lines during peak seasons like Black Friday or Double 11.
Using stainless steel variants (Liangzo Stainless Steel series), our conveyors withstand the condensation and temperature fluctuations of food and pharmaceutical cold storage.
For operations that require immediate transfer from inbound to outbound, the portability of our telescopic gravity rollers ensures minimal handling time.
Used to transport heavy components (Carbon Steel Heavy Duty) between assembly stations where a fixed conveyor would block forklift traffic.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions. Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, retail distribution hubs, manufacturing plants, and fulfillment operations worldwide.
Maith Conveyor’s core product portfolio includes roller conveyor systems, belt conveyor lines, pallet handling systems, sorting conveyors, telescopic loading conveyors, gravity conveyor modules, and intelligent warehouse automation systems. By integrating PLC control systems, sensor-based tracking technology, AI-driven logistics optimization, and modular structural design, the company delivers efficient and scalable material flow solutions tailored to modern supply chain demands.
Driven by continuous innovation and smart logistics development, Hangzhou Maith Conveyor Co., Ltd. is committed to improving warehouse productivity, reducing operational costs, and enhancing automation efficiency. The company provides customized engineering solutions, flexible system integration, and reliable after-sales support, building long-term partnerships with global customers in the rapidly evolving logistics and automation industry.