Precision-engineered solutions for high-load warehouse and factory environments.
Industry White Paper: Resilience, Automation, and Scalability
Industrial Conveying Evolution: The global industrial landscape is undergoing a radical transformation. As "Industry 4.0" moves from concept to reality, the role of heavy-duty conveyors has shifted from simple mechanical transport to become the central nervous system of the automated factory. Today’s systems must handle extreme loads—from 250kg pallets to multi-ton mining aggregates—while maintaining millimeter precision and integrating seamlessly with AI-driven warehouse management systems (WMS).
Information Gain & E-E-A-T: At Hangzhou Maith Conveyor Co., Ltd., we leverage over a decade of empirical experience to bridge the gap between traditional mechanical engineering and modern smart logistics. Our approach focuses on "Operational Resilience"—building systems that not only move goods but provide real-time data feedback to optimize flow, reduce energy consumption, and eliminate bottlenecks in high-pressure environments like e-commerce fulfillment and heavy manufacturing.
The Strategic Advantage of Hangzhou Maith Conveyor
Unlike Western counterparts with rigid production cycles, our Hangzhou facility utilizes an integrated supply chain that allows for customized engineering (OEM/ODM) within weeks. Whether it's a specific "Z-Type" incline or a unique "Rubber-Loaded" roller, we adapt to your floor plan in real-time.
Leveraging China's mature steel and electronics ecosystem, we provide high-grade stainless steel and PLC-integrated systems at a fraction of the cost of European brands, without compromising on durability or CE/ISO standards.
Our conveyors are not "dumb" belts. We integrate advanced sensors, variable frequency drives (VFD), and PLC controls (Siemens/Schneider) that are ready for Internet of Things (IIoT) connectivity, enabling predictive maintenance and remote monitoring.
Adapting to the future of logistics and heavy material transport

Modern enterprises are prioritizing ESG goals. Our latest heavy-duty conveyors utilize high-efficiency motors and gravity-assist modules to reduce power consumption by up to 30% compared to legacy systems.
The rise of rapid delivery requires sorting systems that can handle both heavy pallets and small parcels. Our linear belt sorters provide the versatility needed for high-speed SKU management.
For sectors like mining and construction, downtime is catastrophic. Our impact-resistant, reinforced steel bucket elevators and Z-type mobile conveyors are designed for 24/7 operation in abrasive environments.
Built for Durability, Optimized for Intelligence
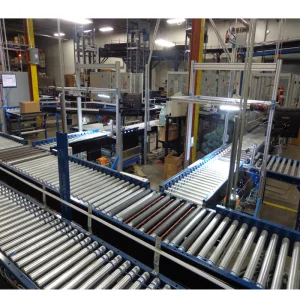
Chain-driven live rollers (CDLR) capable of handling up to 2,000kg per pallet. Ideal for cold storage, automotive assembly, and chemical drum transport.
Automatic remote-control retractable belts for truck and container unloading. Reduces manual labor by 60% and accelerates turnaround time.
Narrow belt sorters with high-speed diverters. Integrated with barcode scanners and weight dimensioning (DWS) systems for zero-error logistics.
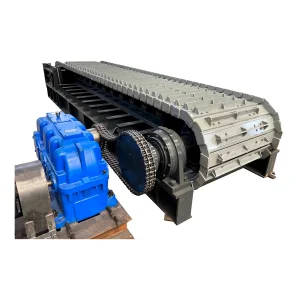
Apron feeders and crawler chain plate conveyors designed for coal, sand, and stone. High inclined angles with reinforced structural steel.



Partnering with Maith: From Design to Commissioning
For global procurement officers and facility managers, selecting a conveyor manufacturer is a decision involving long-term CAPEX and operational stability. Hangzhou Maith Conveyor Co., Ltd. addresses the core concerns of international enterprises:



Expert insights into Industrial Conveying Systems
Explore our full range of heavy-duty solutions.


Contact our Hangzhou HQ for tailored engineering designs and technical CAD drawings.