In the era of hyper-automation, the modular conveyor system has transcended its role as a mere transportation tool to become the backbone of "Information-Rich" logistics. Modern factories no longer seek static machinery; they demand agile, scalable, and intelligent material handling ecosystems. As a premier modular conveyor system factory, we recognize that the primary value lies in "Information Gain"—the ability of a system to provide actionable data, reduce downtime, and adapt to shifting market demands without a total overhaul.
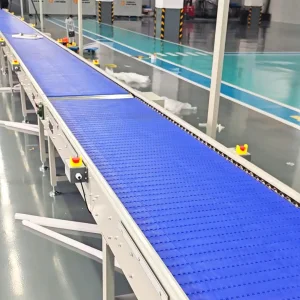
Global industrial trends indicate a massive shift toward decentralized manufacturing. This necessitates conveyors that can be reconfigured in hours, not weeks. Modular systems, characterized by standardized components and "plug-and-play" interfaces, allow global suppliers to offer solutions that grow alongside their clients' businesses. From multi-lane timing belts for precision electronics to heavy-duty PVC belts for parcel logistics, modularity is the catalyst for operational resilience.
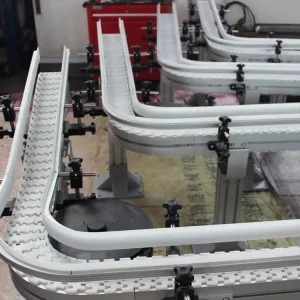
Modular designs allow for rapid expansion. As your production volume grows, simply add modules rather than replacing the entire line.
Total Cost of Ownership is lowered through standardized spare parts and simplified maintenance protocols, reducing specialized labor costs.
Our systems are built to integrate with IoT sensors, providing real-time throughput data and predictive maintenance alerts.
The global manufacturing landscape is undergoing a paradigm shift, and China’s Factory 4.0 initiative is at the forefront. As a leading supplier of modular conveyor systems based in Hangzhou, Hangzhou Maith Conveyor Co., Ltd. embodies this transformation. We leverage high-precision manufacturing and an integrated R&D ecosystem to deliver "Supply Chain Resilience."
Why do global enterprises choose Chinese suppliers for modular automation? It’s a combination of unmatched production speed, rigorous quality standards (CE, ISO), and cost-efficiency. Our facility utilizes automated fabrication workshops and PLC control integration to ensure that every roller, belt, and motor meets international benchmarks. In a world of disrupted shipping and volatile markets, our 6,500+ annual system capacity ensures that global buyers receive their equipment on time, with the "Information Gain" required to optimize their local operations.
Our commitment to E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) is reflected in our 30,000-square-meter facility. With over 360 specialists, including automation engineers and software experts, we don't just sell hardware; we provide engineered solutions that resolve complex material handling bottlenecks.
The demand for modular systems varies significantly across industries, yet the core requirement remains: Reliability. Let’s explore how modularity serves diverse sectors:
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions. Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, retail distribution hubs, manufacturing plants, and fulfillment operations worldwide.
Maith Conveyor’s core product portfolio includes roller conveyor systems, belt conveyor lines, pallet handling systems, sorting conveyors, telescopic loading conveyors, gravity conveyor modules, and intelligent warehouse automation systems. By integrating PLC control systems, sensor-based tracking technology, AI-driven logistics optimization, and modular structural design, the company delivers efficient and scalable material flow solutions tailored to modern supply chain demands.









Looking toward 2030, the modular conveyor system industry is pivoting towards two major pillars: Artificial Intelligence and Environmental Sustainability. AI-driven systems will soon be capable of self-optimization, adjusting speeds and routing in real-time based on upstream production flow and downstream packing capacity. This "Self-Healing" logistics chain will minimize energy consumption and wear-and-tear.
Sustainability is also driving the adoption of recyclable plastic modular belts and high-efficiency permanent magnet motors. As a global supplier, we are committed to reducing the carbon footprint of material handling. By choosing modular systems, companies contribute to a circular economy where machinery is repurposed and upgraded rather than discarded. Our engineering team continues to innovate, ensuring that Hangzhou Maith remains at the cutting edge of Global Intralogistics Excellence.
For global procurement managers, the decision is clear: Investing in a modular conveyor system from a proven factory like Maith is not just a purchase of equipment—it is a strategic investment in the future of your supply chain.