



1 / 5

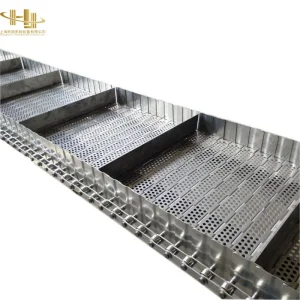
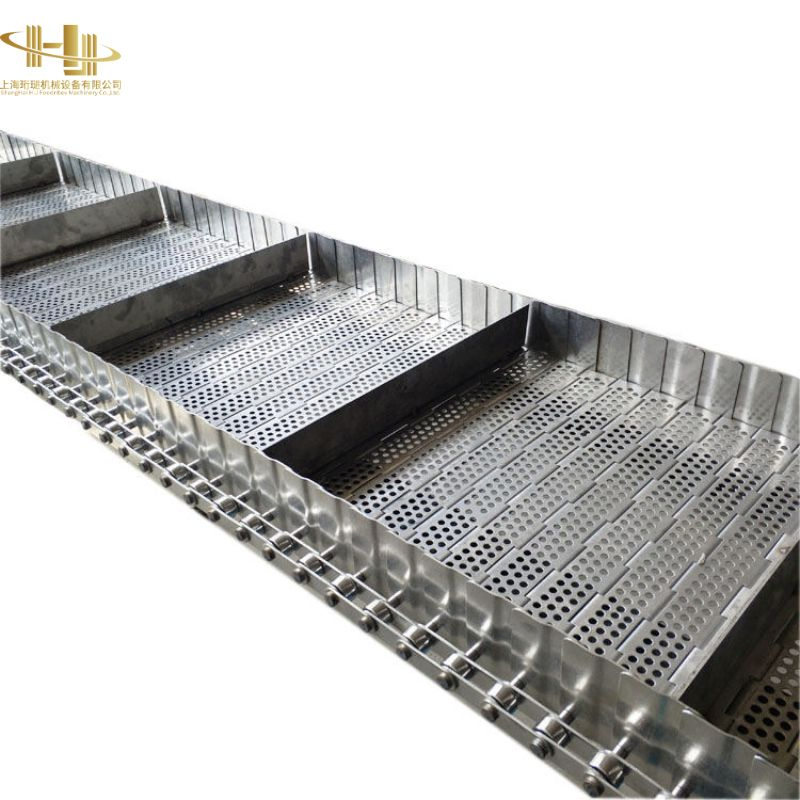
Our Stainless Steel Belt Conveyor is engineered for high-efficiency material handling in food processing, pharmaceuticals, and manufacturing. Built with premium stainless steel, it guarantees superior corrosion resistance and strict hygiene compliance.
| Benefit | Description |
|---|---|
| Corrosion Resistance | Ideal for humid, high-temperature, or chemical environments, preventing rust and contamination. |
| High Load Capacity | Capable of handling heavy materials under continuous high-intensity industrial operations. |
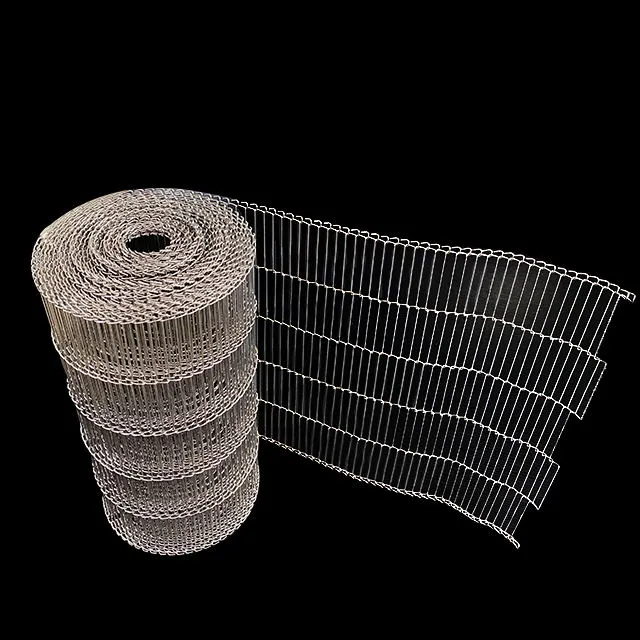
| Flexible Adaptability | Efficiently handles bulk solids, granules, irregular chunks, and liquid containers like cans or bottles. |
| Space Saving | Compact design optimizes floor space utilization in loading and unloading zones. |
| Conveyor Length | 1-25m, customizable based on project design |
| Conveyor Width | 100mm - 5000mm |
| Height | Adjustable; wheels and brakes available |
| Frame Material | Stainless Steel / Carbon Steel with coating / Aluminum |
| Belt Material | Stainless Steel 304, 316, 401, 400 Modular Belt |
| Motor | High-quality industrial grade |
| Voltage | 380V(415V) / 50HZ(60HZ) |
| Certifications | SGS / FDA Compliance |


Secure Handling Methods:
Moisture-Proof Carton Packaging | Export Wooden Case Reinforcement | FOB/CIF Terms Available


Pre-sales Service
Professional design and engineering teams provide scientific plant layouts and manufacturing plans based on your specific budget and requirements.
In-sale Service
Step-by-step manufacturing updates with photos and videos for quality checking before advance shipment preparation.
After-sale Service
2-year quality guarantee for the main conveyor body, along with free technical training and timely technology support.