High-throughput sorting systems and durable physical components engineered to eliminate production bottlenecks.






How Fortune 500 enterprises utilize physical layout engineering and control systems to optimize warehouse throughput and minimize lifecycle maintenance costs.
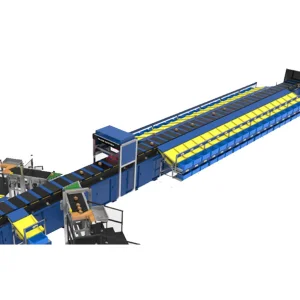
In the era of hyper-velocity commerce, the automated warehouse conveyor line is no longer a passive mechanical structure; it is the vital neural highway of the distribution center. Global supply chains face fluctuating demand patterns, persistent labor shortages, and shrinking fulfillment windows. Achieving optimization requires a profound understanding of user intent mining: selecting systems that resolve specific bottlenecks rather than applying universal mechanical configurations. High-performance conveyor engineering combines structural structural integrity (e.g., dynamic weight-load support, dust-proof frameworks) with intelligent industrial automation software (e.g., PLC control, SCADA, DWS, and WCS synchronization).
Historically, warehouses operated under simple, isolated gravity rollers or traditional flat-belt designs. Today, the convergence of AI and industrial IoT has transformed the material handling sector. Contemporary logistics projects prioritize high operational uptime (99.9%+) and flexible configuration options. Key technologies driving this transformation include:
In-line Dimensioning, Weighing, and Scanning modules operate at high line speeds, capturing dimensional datasets dynamically to populate routing logic in ERP and WMS environments.
Motorized Drive Rollers provide run-on-demand zones, decreasing mechanical wear-and-tear while saving up to 60% in baseline energy usage compared to continuously running central motors.
Fulfilling complex path diversions using intelligent narrow belt lines ensures fragile or oddly shaped cardboard, wooden cases, or polybags undergo high-speed transitions smoothly.
A comparative analysis of physical payload dynamics, throughput performance, and typical B2B application scenarios.
| System Architecture Type | Optimal Load Range | Throughput Rating | Acoustic Noise Index | Primary Industrial Use Cases |
|---|---|---|---|---|
| Motorized Roller (MDR) | 10 kg - 150 kg / Zone | Up to 3,600 pieces / hr | < 60 dB (Very Low) | E-commerce fulfillment, retail totes, pharmaceutical sorting, zero-pressure accumulation |
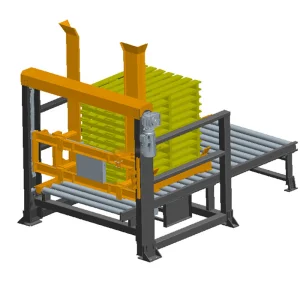
| Dynamic Heavy-Duty Pallet Line | 500 kg - 2,500 kg | Up to 240 pallets / hr | < 70 dB (Moderate) | Heavy manufacturing, automotive engine assembly, bottled water hubs, raw material storage |
| Narrowbelt Sortation Systems | 1 kg - 50 kg | Up to 8,000 pieces / hr | < 65 dB (Low) | Postal sorting, courier distribution, cross-docking centers, high-volume parcel flow |
| Telescopic Loading Conveyors | 5 kg - 80 kg | Continuous manual flow | < 68 dB (Low-Mod) | Inbound container unloading, logistics hub outbound docks, parcel delivery fleet loading |
Balancing initial capital expenditure (CAPEX) with long-term operational resilience and dynamic system adaptability.
Purchasing procurement leaders understand that initial purchase price is only 30% of lifetime asset costs. Choosing high-efficiency materials—such as reinforced carbon steel chassis, dust-proof internal bearings, and highly efficient motors—radically minimizes operational disruptions and preventative maintenance cycles over ten to fifteen years of service.
Static distribution hubs are becoming obsolete. In modern setups, frame modules must feature plug-and-play mechanical connections and open-architecture fieldbus support (Profinet, EtherCAT, Ethernet/IP) to scale effortlessly when order volume surges require rapid hardware reconfiguration.
Cross-border deployment demands compliant equipment. Conveyor arrays must adapt to target country industrial codes, including CE (Europe), UL/OSHA (North America), CSA (Canada), and local electricity grids (e.g., 380V/220V dual compatibility at 50/60 Hz frequencies).
Hangzhou Maith Conveyor Co., Ltd. integrates high-end engineering expertise with structural steel supply chain networks to deliver robust logistics systems.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
Operating a modern production base covering approximately 30,000 square meters with more than 360 employees—including mechanical engineers, automation specialists, and software control experts—Maith Conveyor ensures exceptional performance, stability, and durability across all conveyor installations. Backed by advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, our annual production capacity exceeds 6,500 complete conveyor systems. We proudly serve clients in warehousing, logistics hubs, retail distribution networks, and manufacturing operations worldwide.









Exploring the future of automated warehouse operations: AMR integration, machine learning controls, and ESG sustainability metrics.
Integrating vibration and temperature sensors into roller bearings allows AI to identify motor anomalies and schedule predictive maintenance before system downtime occurs.
Unified fleet management software enables seamless material transfers between static conveyor sorting networks and mobile Autonomous Mobile Robots (AMRs).
Smart photo-eye control logic immediately shuts down unutilized zones, minimizing carbon footprints to align with global ESG corporate targets.
Direct technical insights to simplify conveyor sourcing decisions, system installations, and operational maintenance.
Roller conveyors (MDR or gravity) are ideal for solid-bottom materials like plastic totes, carton boxes, and wooden cases. They allow for zero-pressure accumulation (ZPA) to prevent collisions. Belt conveyors are preferred for handling loose items, soft polybags, small parts, or steep inclines and declines where friction is required to prevent slippage.
Yes. Our smart conveyor platforms utilize standard communication buses (Profinet, EtherCAT, Modbus) and industrial PCs. They interface seamlessly with warehouse control software (WCS) to feed parcel sorting, barcode validation, and weighing data directly to higher-level Warehouse Management Systems (WMS) and ERP databases like SAP or Oracle.
Standard OEM/ODM conveyor modules ship within 4 to 6 weeks. Complete, custom-engineered systems—including 3D CAD modeling, custom electrical design, PLC programming, factory validation testing (FAT), and international shipping—typically require 8 to 12 weeks depending on system complexity.
Every production batch undergoes structural stress simulations, ISO 9001 quality audits, and static and dynamic load testing. Before shipping, we configure physical control test-benches to simulate maximum throughput conditions, guaranteeing that rollers, belts, dynamic sensors, and pneumatic diverters function perfectly in the field.
Heavy-payload engineering, automated storage loops, and custom end-of-line packaging systems.








Collaborate with Maith Conveyor's technical experts to optimize your warehouse layout, simulate throughput, and secure system performance.
Contact Our Engineering Team