Elevating Norway's Food Processing Standards
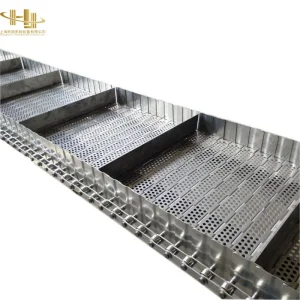
Norway represents a unique, high-standard market for automated material handling. As a global leader in the seafood industry—particularly with salmon processing and exports—Norwegian food production facilities demand conveyors that go beyond basic functionality. Our systems are engineered to meet the stringent EU hygiene regulations (HACCP compliance), ensuring durability in cold, wet, and saline-rich environments. By integrating advanced stainless steel materials and modular design, we provide Norwegian manufacturers with the reliability required to sustain continuous 24/7 production cycles.
China Industry 4.0: Your Strategic Supply Chain Partner
At Hangzhou Maith Conveyor, we bridge the gap between high-tech manufacturing and practical industrial application. Our "Factory 4.0" approach utilizes digital twins for system design, precision CNC machining for stainless components, and IoT-enabled monitoring. This allows us to provide Norwegian clients with not just equipment, but a competitive edge—faster assembly, lower maintenance overheads, and seamless integration with existing factory automation.