 High Efficiency Gravity Roller Conveyor for E-commerce Logistics
High Efficiency Gravity Roller Conveyor for E-commerce Logistics
 Smart 40cm Logistics Conveyor System for Streamlined Operations
Smart 40cm Logistics Conveyor System for Streamlined Operations
 Hairise Powered Roller Conveyor System with 90 Degree Turning ISO/CE/FDA
Hairise Powered Roller Conveyor System with 90 Degree Turning ISO/CE/FDA
 Stainless Steel Food-Grade Belt Conveyor for Chemical Industries
Stainless Steel Food-Grade Belt Conveyor for Chemical Industries
 Robotic Conveyor Automation System with Pick and Place Integration
Robotic Conveyor Automation System with Pick and Place Integration
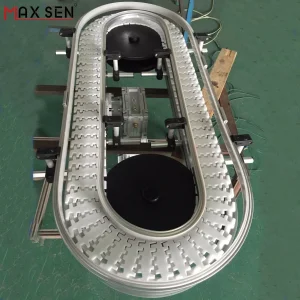 Automatic Transport Flexible Chain Conveyor System
Automatic Transport Flexible Chain Conveyor System
 Customized PVC Belt Conveyor System for Automatic CNC Machines
Customized PVC Belt Conveyor System for Automatic CNC Machines
 Full automatic industrial robust chain drag buried scraper conveyor system
Full automatic industrial robust chain drag buried scraper conveyor system
In the era of Global Industry 4.0, the demand for integrated supply chain tools has shifted from simple material transport to complex, AI-driven ecosystems. As a leading China-based manufacturer, Hangzhou Maith Conveyor Co., Ltd. is at the forefront of this transformation, providing the hardware "muscles" and the digital "brain" required for modern warehousing. This report explores how integrated systems are redefining operational excellence and why strategic sourcing from specialized Chinese factories provides a distinct competitive advantage in Information Gain and Operational Resilience.
Modern conveyor systems are no longer static. Integration with Robotic Pick & Place and AI-driven sorting algorithms allows for real-time adjustments based on package density and throughput requirements, reducing bottleneck risks by 40%.
Energy-saving multi-functional systems, such as our intelligent paper roll infeed solutions, utilize Variable Frequency Drives (VFD) and regenerative braking to minimize carbon footprints in large-scale distribution centers.
By leveraging IoT sensors across roller and belt systems, operators can predict component failure before it happens, shifting from reactive repairs to proactive uptime management.
Global enterprises in the retail, pharmaceutical, and automotive sectors face the challenge of fragmented supply chains. An Integrated Supply Chain Tool strategy addresses this by unifying three critical layers:
Our solutions for Airport Logistics and Cold Chain Distribution emphasize compliance with ISO, CE, and FDA standards, ensuring that global procurement teams can source with confidence, knowing that local safety and hygiene regulations are met at the factory level.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries.
Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions. Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, and retail hubs worldwide.






Our commitment to E-E-A-T principles is reflected in our rigorous technical roadmap. We don't just build conveyors; we build future-proof assets.
Our "Plug & Play" modularity allows factories to scale their logistics lines within hours, not weeks. Every module is pre-tested for ISO 9001 compliance.
With a dedicated team of multilingual automation specialists, we provide remote diagnostic support and localized installation guidance for our partners in North America, Europe, and Southeast Asia.



 Smooth Conveying OEM ODM Custom High Speed Express Sorting Belt Conveyor
Smooth Conveying OEM ODM Custom High Speed Express Sorting Belt Conveyor
 Heavy Duty Automatic Rotary Pallet Turntable Roller Conveyor Transfer
Heavy Duty Automatic Rotary Pallet Turntable Roller Conveyor Transfer
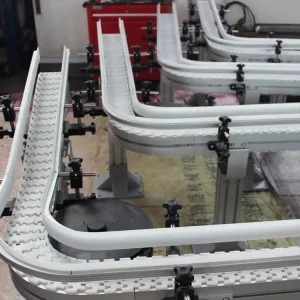 Customized Plastic Side Flex Top Chain Conveyor System
Customized Plastic Side Flex Top Chain Conveyor System
 Advanced Food-Grade Conveyor System for Meat Portioning Efficiency
Advanced Food-Grade Conveyor System for Meat Portioning Efficiency
 Stacker Crane and Conveyor Line Integrated Into Pallet Racking System
Stacker Crane and Conveyor Line Integrated Into Pallet Racking System
 Industrial Grade Material Transfer Belt Conveyor / Conveyor System
Industrial Grade Material Transfer Belt Conveyor / Conveyor System
 Food Grade Chain Straight 90 Degrees Plastic Modular Belt Conveyor
Food Grade Chain Straight 90 Degrees Plastic Modular Belt Conveyor
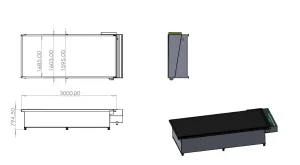
 Integrated Intelligent Energy-Saving Multi-Functional Paper Roll Logistics System
Integrated Intelligent Energy-Saving Multi-Functional Paper Roll Logistics System