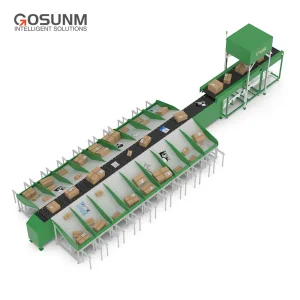
High-efficiency conveyor modules engineered for global industrial standards.
Global Industrial Status and the Shift Towards Intelligent Automation
In the era of Industry 4.0, Electric Drive Conveyors have evolved from simple mechanical transport belts into sophisticated, data-driven "smart arteries" of the modern warehouse. As a leading manufacturer in China, we recognize that the global logistics landscape is undergoing a paradigm shift. The rise of e-commerce, coupled with the demand for 24/7 fulfillment cycles, has necessitated systems that are not just fast, but intelligent.
Current industrial data suggests that the global conveyor market is expanding at a CAGR of 4.5%, with electric drive systems leading the growth. This is primarily due to their energy efficiency and the ability to integrate with Warehouse Management Systems (WMS) and Warehouse Control Systems (WCS). Traditional pneumatic or AC motor systems are being phased out in favor of 24V/48V DC Motorized Driven Rollers (MDR), which offer superior control, safety, and decentralization.
In China, the manufacturing ecosystem for these systems has reached a state of mature precision. By leveraging local supply chains for high-grade steel and advanced electronics, we provide global suppliers with a unique "Information Gain"—the ability to source high-E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) equipment that meets European CE and American UL standards at competitive scales.
SQM Production Base
Annual Systems Capacity
Professional Employees
Years Industry Experience
Beyond Transport: The Integration of AI and IoT
Integration of edge sensors and IoT gateways allows for real-time vibration analysis and thermal monitoring of drive motors, preventing downtime before it occurs.
Next-gen systems utilize computer vision and deep learning algorithms to identify parcel dimensions and weights, optimizing sorting paths in microseconds.
Development of regenerative braking systems where the kinetic energy of decelerating loads is converted back into electrical energy for the grid.
The industry is moving toward "Plug-and-Play" modularity. Companies no longer want bespoke, rigid systems that take months to install. They require modular electric drive units that can be reconfigured as business needs change. Furthermore, the integration of AMRs (Autonomous Mobile Robots) with fixed conveyor lines is creating a hybrid logistics model that maximizes floor space and flexibility.
Tailored engineering for diverse localized application scenarios.
High-precision, contamination-free vertical spiral conveyors designed for fragile vials and temperature-sensitive medical supplies.
Wash-down grade stainless steel modular belts using FDA-approved POM materials, ensuring hygiene compliance and easy cleaning.
High-speed cross-belt sorters and telescopic loaders that handle up to 10,000 parcels per hour with 99.9% accuracy.
Established in 2013 and headquartered in Hangzhou, China, Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions. The company integrates research and development, system design, precision manufacturing, and international OEM/ODM support into a complete industrial automation ecosystem.
Operating a modern production base covering approximately 30,000 square meters with more than 360 employees, Maith Conveyor ensures high performance and stability. Our annual production capacity exceeds 6,500 complete conveyor systems, serving airports, retail hubs, and manufacturing plants worldwide. By integrating PLC control systems and sensor-based tracking, we deliver scalable material flow solutions tailored to modern supply chain demands.









Expert Insights into Electric Drive Conveyor Systems