Chemical Industry, Grain Transport, Mining Transport
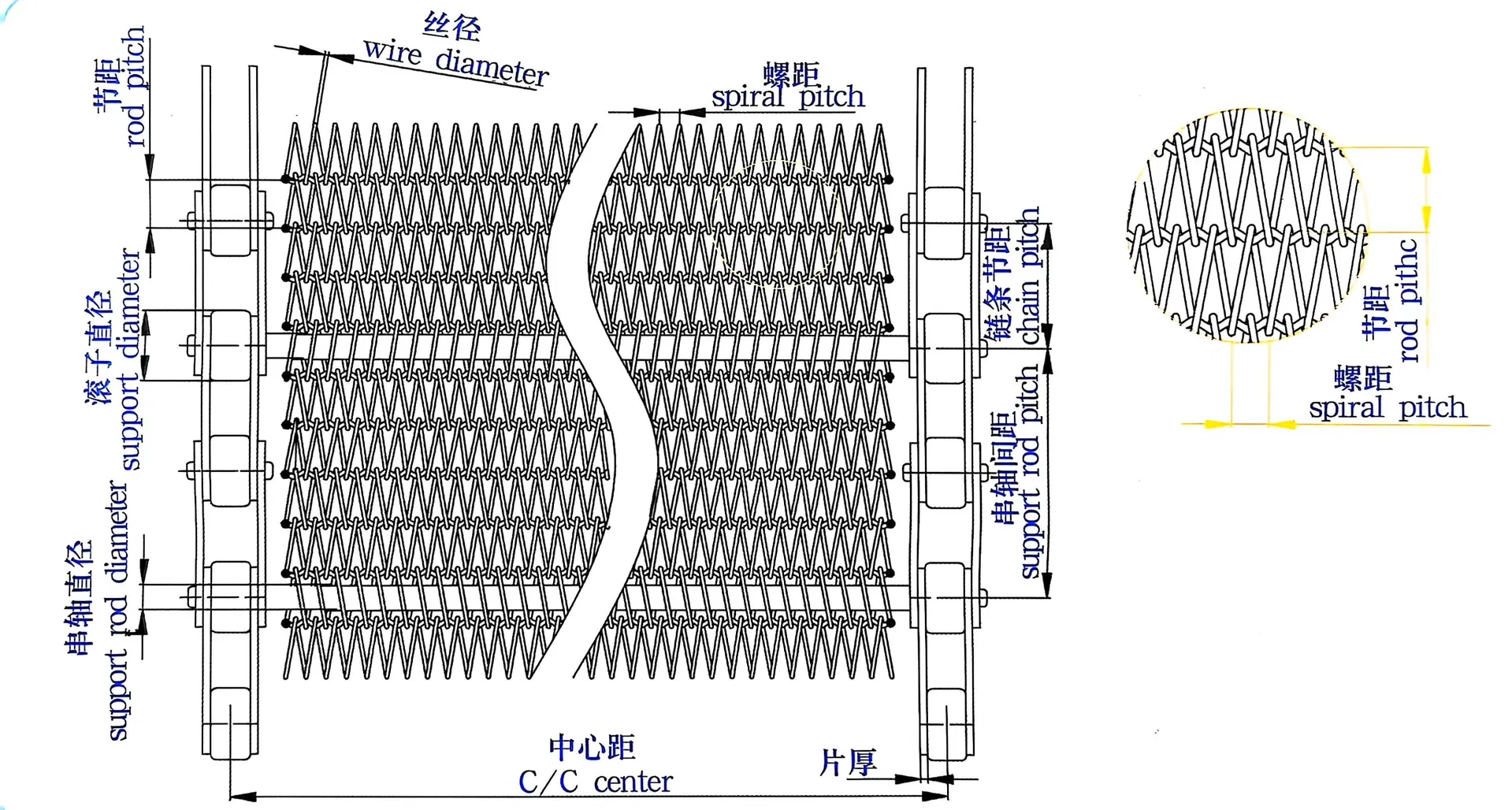
Belt Material
SS304 / SS201 / Carbon Steel
Core Components
Chain Conveyor Belt
Type
Chain Driven Plate Belt
Condition
New
Package Size
320.00cm * 120.00cm * 120.00cm
Gross Weight
200.000kg
▤ Double Helix Tower Conveyor
The double helix tower conveyor features a vertical tower-like frame with two parallel, spiral ascending tracks. This innovative design addresses efficiency bottlenecks in vertical transportation, providing an efficient "vertical circulation" solution rather than just simple lifting. It is a key technology for achieving automation, continuity, and high-density logistics in modern supply chain systems.
▤ Key Applications
✔E-commerce Fulfillment: Connecting picking areas for rapid order processing.
✔Automated Warehouses (AS/RS): Vertical connection hub between floor levels.
✔Production Lines: Precise material distribution across multi-story factories.
✔Airport Systems: Quick vertical transportation for baggage handling.
✔Standardized Industries: Ideal for food, beverage, and pharmaceutical cartons/bottles.
▤ Nuclear Structure
1. Tower Structure: High-strength steel framework for support and rigidity.
2. Spiral Track System: Two independent, parallel tracks for upward movement and empty pallet return.
3. Drive System: Motor, reducer, and transmission for smooth, constant operation.
4. Track Switching: Mechanism at the top/bottom to enable the "double spiral" cycle.
5. Electrical Control: Integrated PLC, sensors, and HMI for automated logic.
▤ Technical Advantages
Feature
Benefits
High Throughput
Continuous cyclic system eliminates the "pause" time seen in traditional elevators.
Uniform movement reduces vibration, protecting fragile or high-pile goods.
Automation
Seamlessly integrates with robots, sorting machines, and AS/RS systems.
Energy Saving
Descending pallet gravity counteracts power needed for ascending loads.
▤ Product Display
▤ Engineering & Packaging
Our engineering team provides tailored designs to meet specific project requirements, ensuring seamless integration into your facility.
We use export-grade wooden box packaging to ensure safe delivery. This includes inner protection, fixation, and filling reinforcement.
▤ Manufacturing Capability
Our facility spans 2,000 square meters and is equipped with advanced laser cutting, bending, and punching machinery. With a team of certified technicians and visionary designers, we offer customized conveying solutions tailored to unique usage scenarios and on-site environments. Our business philosophy focuses on "Quality First and Customer Supreme."
▤ Product Range
Extended Catalog:
- Automatic car washing machines
- Sprocket wheels & Roller chains
- Turning, Belt, and Mesh belt conveyors
- Plate chain and Roller conveyors
- Eye link, Flat flex, and Spiral grid belts
- Compound balanced & Plate link belts
▤ Frequently Asked Questions
Q1: Can you manage international shipping logistics?
Absolutely! Simply provide your preferred port, and we will handle the entire shipping logistics seamlessly, offering options like FOB, CFR, CIF, or DDP.
Q2: Do you offer custom services for specific conveyor requirements?
Yes, we specialize in tailored solutions. Our design team collaborates closely with customers to create conveying solutions based on specific site environments and usage needs.
Q3: How does the "Double Helix" design improve warehouse efficiency?
Unlike traditional elevators that have empty-load waiting times, the double helix provides continuous vertical circulation, allowing goods to move up while empty pallets return simultaneously.
Q4: What is the standard material used for the conveyor belts?
We primarily use SS304, SS201, and high-strength Carbon Steel to ensure durability and resistance to oil, heat, and fire.
Q5: What is the typical process for purchasing a custom system?
The process includes: 1. Specification definition, 2. Technical drawing approval, 3. 30% deposit via TT, 4. Production with photo updates, 5. Balance payment after review, 6. Managed shipment.
Q6: Are the core components covered by a warranty?
Yes, core components such as the chain conveyor belt systems typically come with a 3-month warranty, and we provide video outgoing inspections for quality assurance.