1 / 5
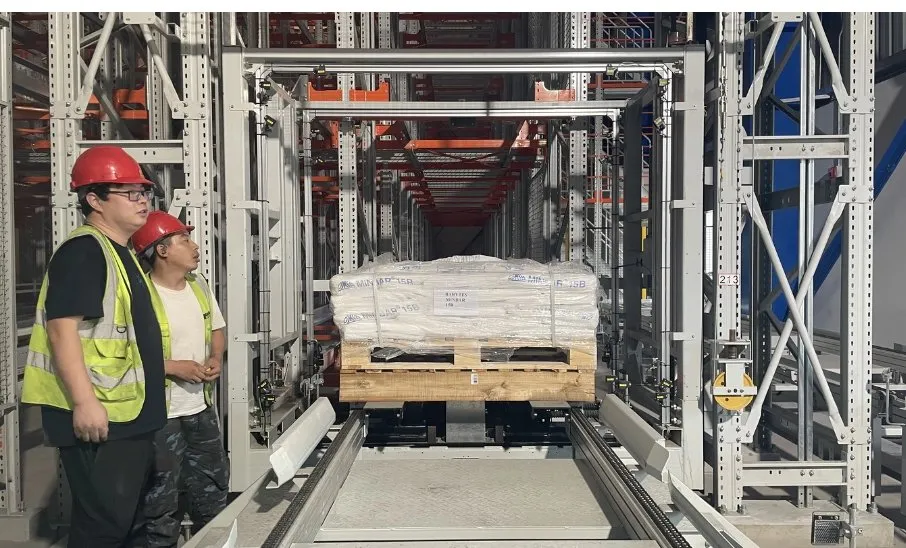
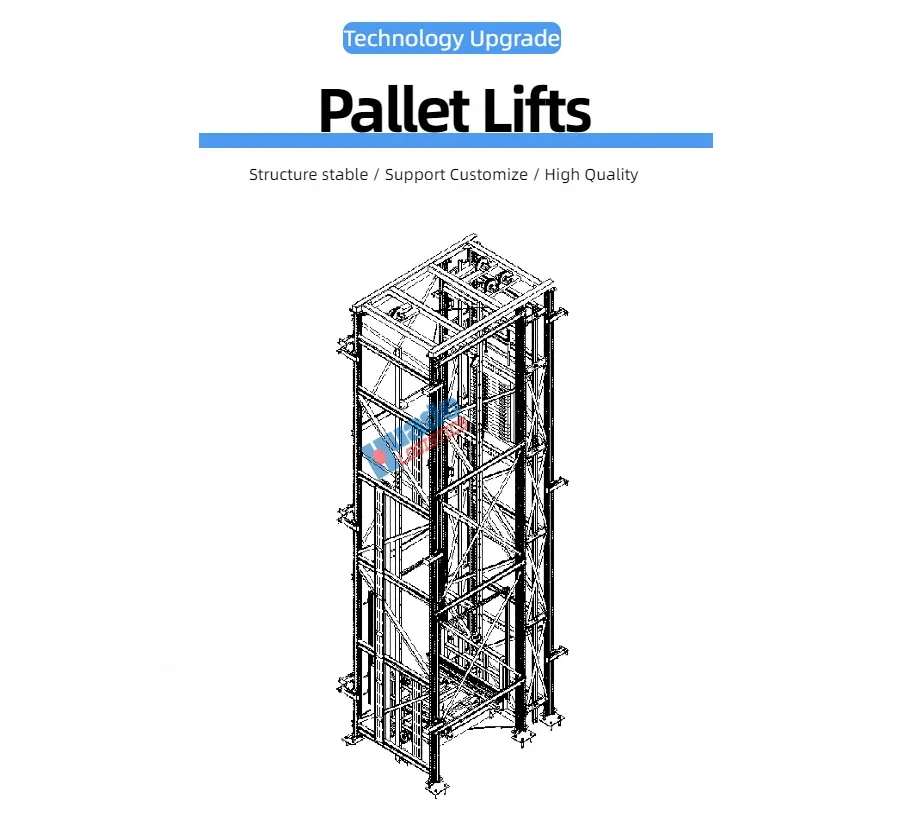
A pallet lift is a logistics solution employed in multiple sectors to raise a load to the desired height. In its simplest form, a pallet lift is a tool widely used in warehouses to elevate goods a number of feet (higher than the reach of a pallet truck but lower than that of a forklift). This facilitates the loading and unloading of trucks and improves operator access to products on a pallet.
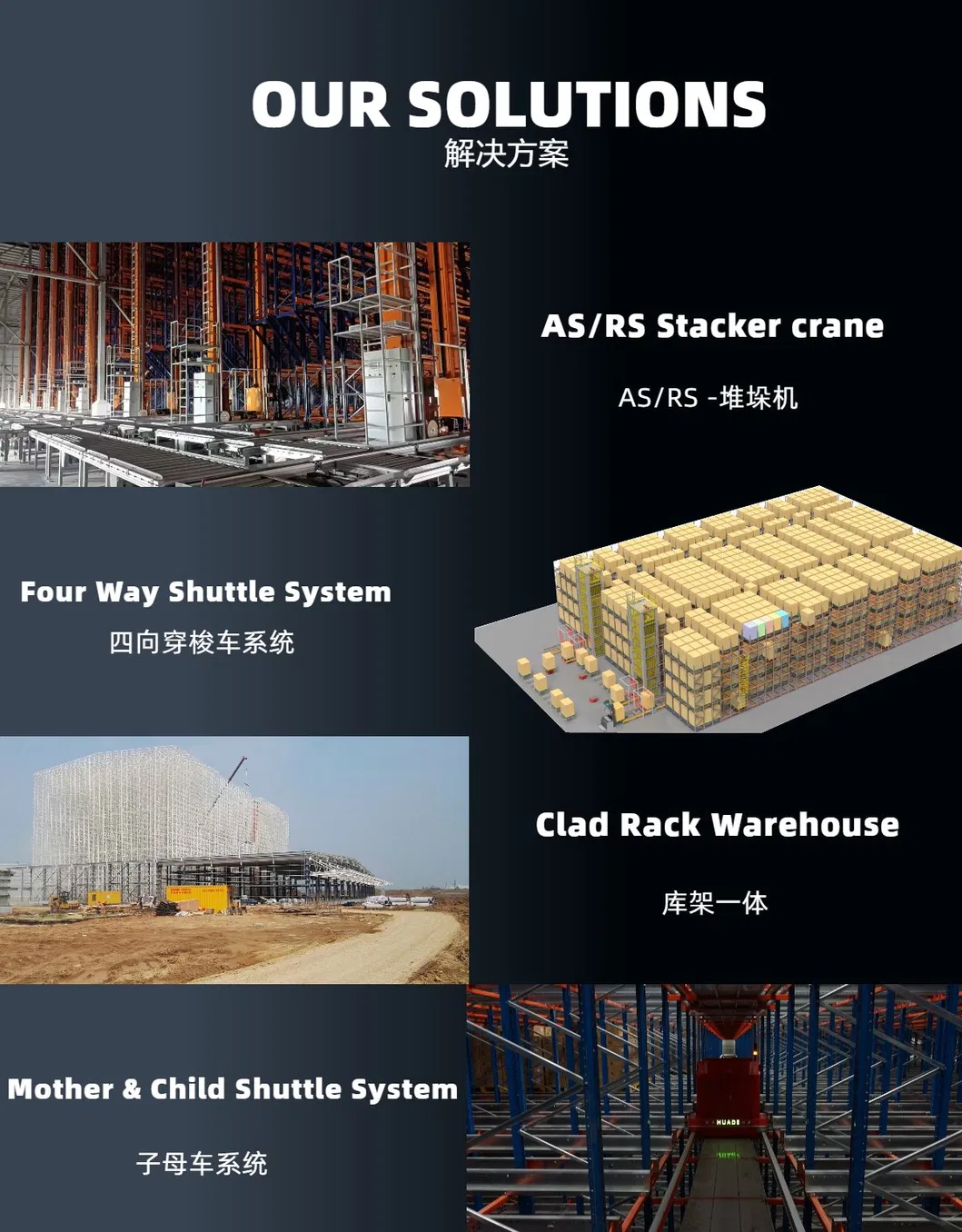
Vertical conveyors are a more sophisticated version of the pallet lift and are used in Automated Storage and Retrieval Systems. Driven by an electric motor, vertical conveyors are essential in warehouses with conveyor systems. They connect different conveyor line levels, raise pallets for other machines to deposit on racks, and automate high-volume truck loading and unloading processes.


| Item | Basic Data |
|---|---|
| Motor Reducer | Lenze Smart Motor |
| Control Mode | Manual / Automatic / On-line |
| Speed Adjusting Mode | Frequency Control |
| Safety Method | Electrical interlocking; Protecting and guiding direction at both sides |
| Pallet Detection | Photosensor |
| Chain Rail | Low friction nylon rail |
| Bearing | Sealed ball bearing |
| Conveyor Speed | 60m/min |
| Surface and Coating | Aluminum beam with stainless steel chain; Stainless roller, carbon steel leg |
| Noise Level | ≤ 65 dB |
Our pallet conveyors offer seamless interfacing with a variety of host systems to enable operational data and dynamic responses to changes in product flow.