Engineered specifically to counter logistical friction, local electrical grid anomalies, and high-throughput physical sorting challenges at South African hubs.



As South Africa cements its role as the dominant economic gateway to Sub-Saharan Africa, regional logistical systems are undergoing a major shift. Operating along key logistics hubs—from the busy container docks of Durban Port and the manufacturing centers of Gqeberha (Port Elizabeth) to the sprawling distribution terminals of Gauteng (Midrand, Kempton Park)—companies face unique operational demands. Modern supply chains require faster turnaround times, lower labour risks, and high-capacity reliability. Implementing intelligent pallet conveyor systems has evolved from a standard upgrade into a critical commercial strategy.
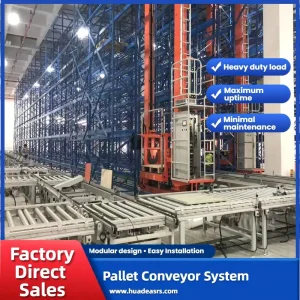
Unlike light product packaging lines, pallet conveying demands deep structural engineering expertise. Standard pallets used across South African logistics (including local wooden designs, SABS-certified standard dimensions, and Euro-pallets) support payloads ranging from 500kg up to 2,500kg. Moving these extreme loads safely and efficiently requires specialized multi-motor heavy roller tracks, chain transfers, industrial stacker integrations, and advanced computerized PLC (Programmable Logic Controller) synchronization.
Industrial operations in South Africa must design for absolute resilient engineering. Frequent power variations and load shedding require pallet conveyor networks configured with modern energy conservation components. By using Variable Frequency Drives (VFDs), smart sensors that shut down idle tracks, and integrated regenerative braking systems, our installations reduce energy consumption by up to 35% compared to legacy setups. This keeps emergency generator and battery systems running smoothly without overloading.
Our heavy-duty pallet handling platforms are built for the harsh environments of South Africa's key industries:
Our engineering methodology is built around Industry 4.0 principles, ensuring high hardware strength, electrical reliability, and seamless software integration.
Powered by advanced PLC platforms for high-speed fieldbus communications, direct industrial SCADA integration, and remote troubleshooting.
Custom structural steel hot-dip galvanization and advanced marine-grade protective coatings designed for coastal operations in Durban, Cape Town, and East London.
Standard built-in photo-electric sensors, pressure-sensitive bumper plates, emergency pull cords, and safety locks that fully comply with SANS 10142 codes.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions. Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, retail distribution hubs, manufacturing plants, and fulfillment operations worldwide.
Maith Conveyor’s core product portfolio includes roller conveyor systems, belt conveyor lines, pallet handling systems, sorting conveyors, telescopic loading conveyors, gravity conveyor modules, and intelligent warehouse automation systems. By integrating PLC control systems, sensor-based tracking technology, AI-driven logistics optimization, and modular structural design, the company delivers efficient and scalable material flow solutions tailored to modern supply chain demands.









We design complete material flow ecosystems that bridge the gap between imported high-end technology and local operating realities.
Maintaining the temperature of temperature-sensitive agricultural goods is vital during processing and shipping. Our food-grade stainless-steel pallet rollers operate reliably down to -28°C. Integrated automated turntable wrappers ensure pallets are stabilized and insulated without interrupting flow, preserving product quality for export to European and Asian markets.
Explore Wrapping Solutions →Moving heavy raw materials, bulk bags, and copper cathode pallets demands durable conveying components. Our multi-strand heavy duty chain systems and structural channels are built to handle loads up to 3,000kg. Sealed, dust-resistant bearings ensure reliable operation in harsh mining environments.
Explore Heavy Duty Systems →Online retail demands fast, zero-error sorting and dispatch. Our automated pallet conveyor systems, integrated with high-bay ASRS cranes and smart RGVs, move products quickly from storage racks straight to regional delivery trucks.
Explore RGV & ASRS Integrations →Customs clearance and port security rely on fast, reliable threat detection. We design and manufacture heavy-duty roller lines integrated with multi-energy x-ray scanning tunnels to inspect cargo pallets continuously without causing delays.
Explore Inspection Lines →Got technical questions? Find answers below covering load calculations, site integration, and custom specifications.
Discover our complete range of high-performance components, integrated sorting machinery, and complete end-of-line packaging systems.











Get in touch with our team of expert logistics automation engineers for a customized technical layout and a detailed quote tailored to your facility's requirements.
Send Inquiry Now