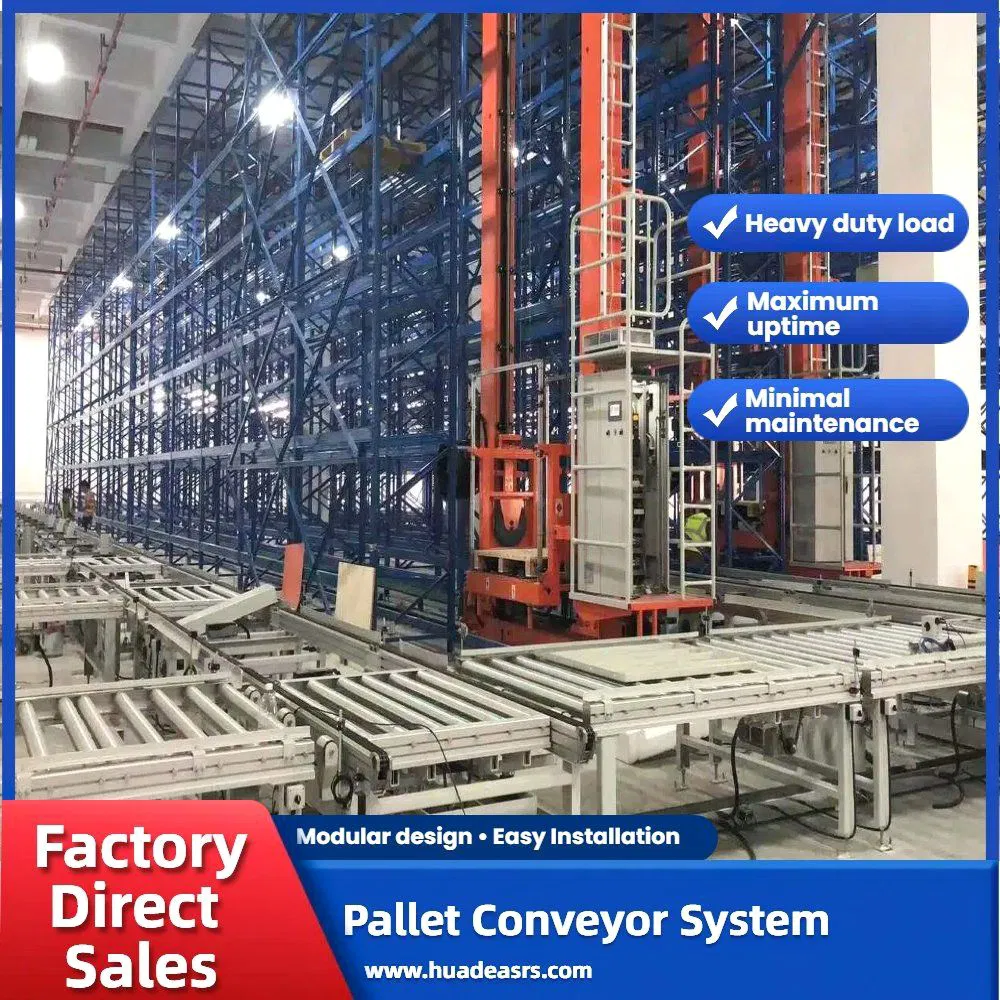
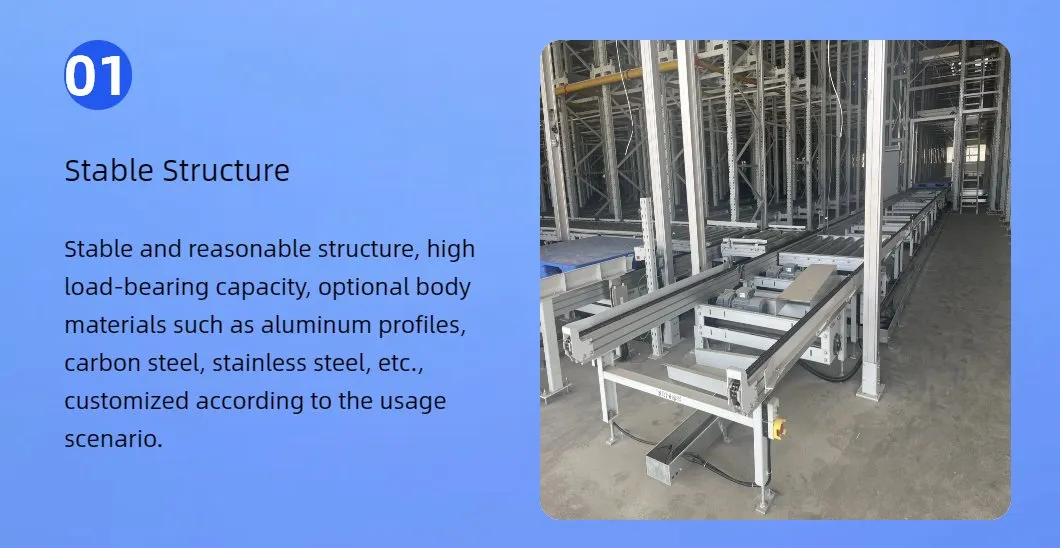
A full line of standard and custom-designed accumulation and transportation pallet conveyor systems for manufacturing, warehousing and distribution operations. Available as stand-alone equipment or in a fully integrated material handling system, these durable pallet conveyor systems are built to deliver years of reliable, high-performance operation.
Seamless interfacing with host systems enables operational data, diagnostic reports and dynamic responses to changes in product flow. Patented bolted construction and modular designs ensure robust, easy installations that integrate with existing equipment.
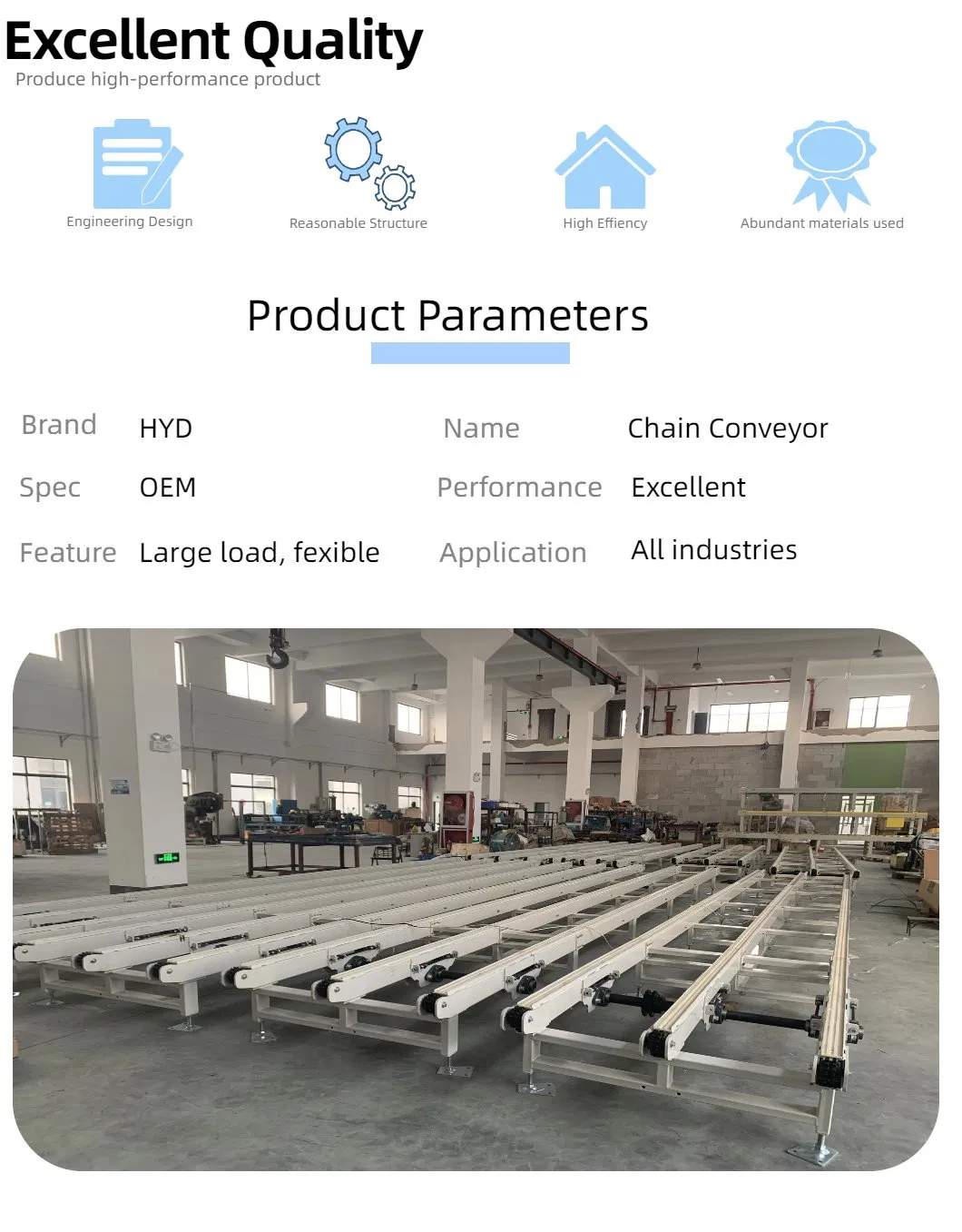
Technical Parameters
Item
Basic Data
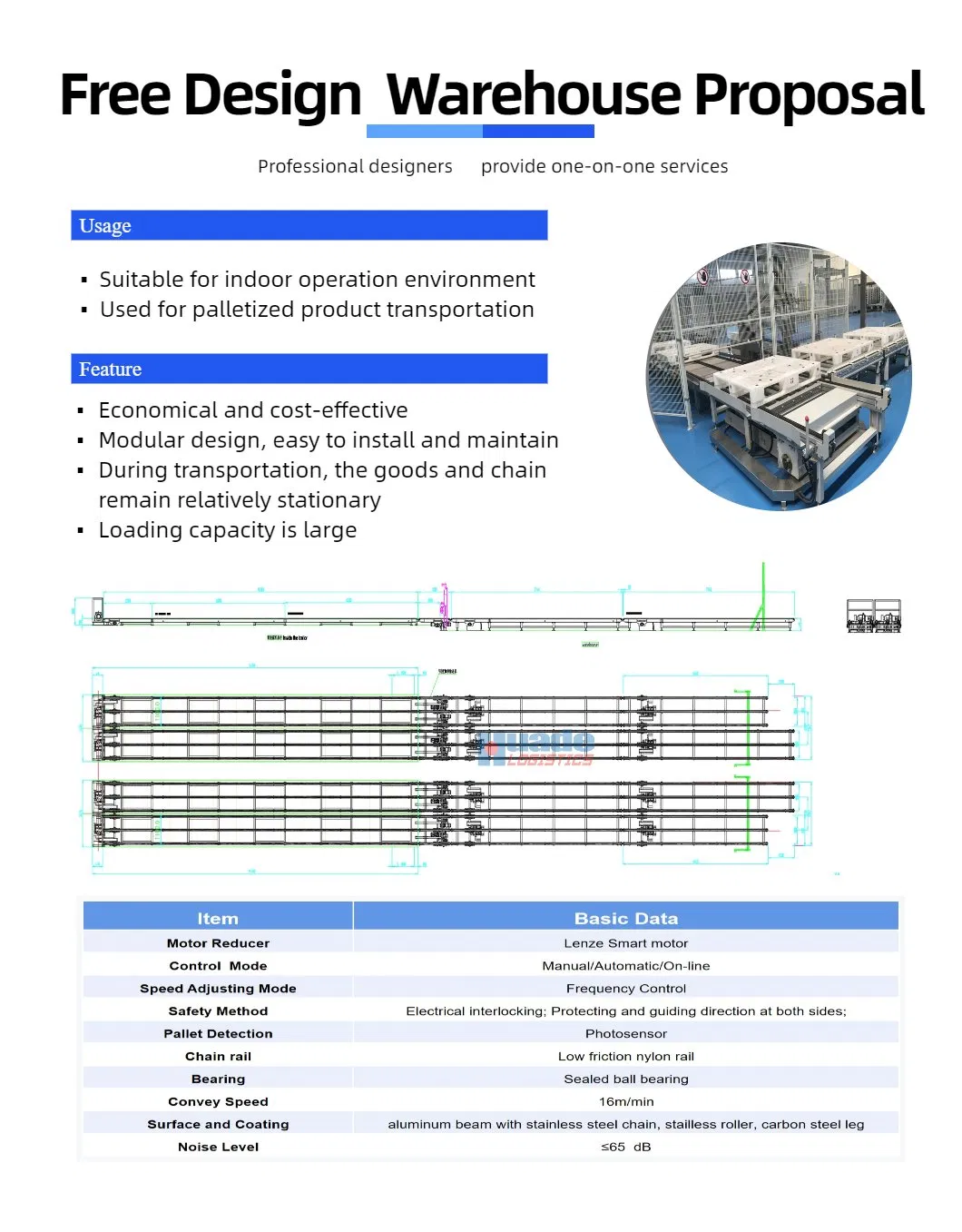
Motor Reducer
Lenze Smart Motor
Control Mode
Manual / Automatic / On-line
Speed Adjusting
Frequency Control
Safety Method
Electrical interlocking; Guiding direction sides
Pallet Detection
Photosensor
Conveyor Speed
18m/min
Noise Level
≤ 65 dB
Key Application Areas
ReceivingMove incoming pallets to the right place for unloading or storage of bulk goods.
PalletizingTransport empty and full pallets into position for stacking operations.
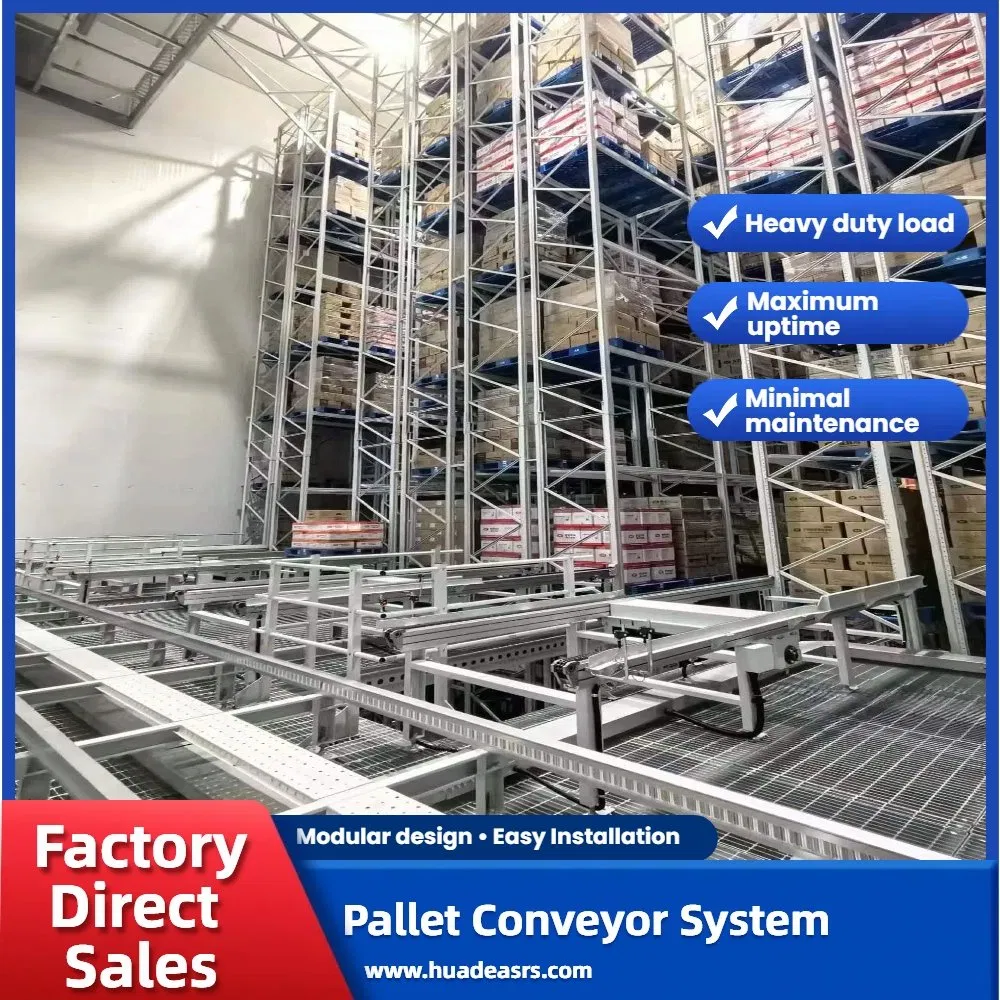
Load StorageEnsure efficient, stable pallet flow into and out of high-density storage.
AS/RS IntegrationDirect stable pallet flow to and from dense automated storage systems.
Frequently Asked Questions
What types of automated storage systems do you provide?
We offer Unitload AS/RS for pallets, Miniload AS/RS for boxes and crates, Shuttle Storage & Sequencing systems, and rack-supported building type AS/RS.
How is the project design and validation process handled?
Our workflow includes 6 steps: Define objectives, Measure business data, Analyze systems, Design predictive models, Validate feasibility/costs, and final Client Presentation.
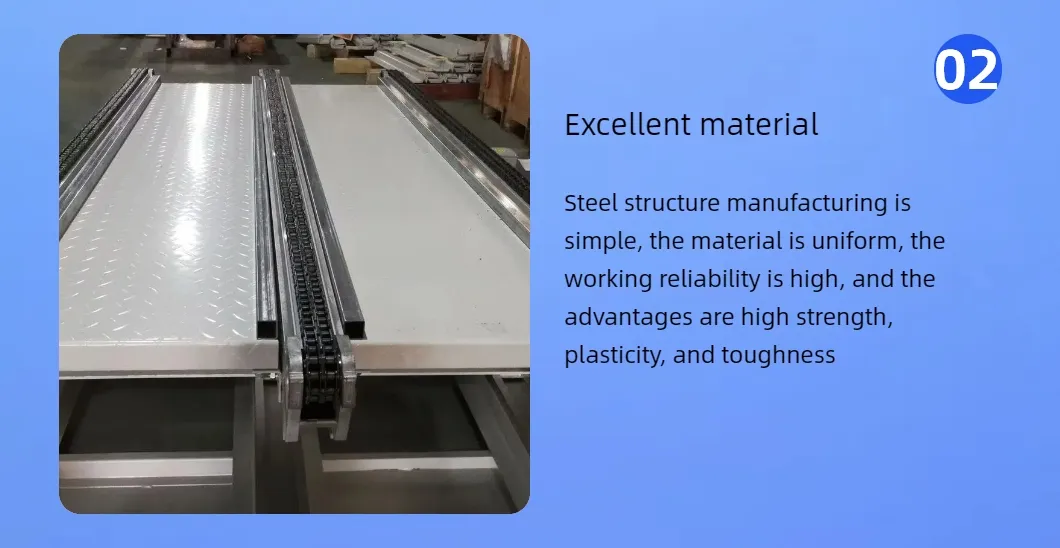
What are the main materials used in the conveyor construction?
The system features an aluminum beam with a stainless steel chain, stainless rollers, and carbon steel legs for maximum durability and oil resistance.
Can the system be customized for specific pallet sizes?
Yes, while our standard pallet size is 1*1.2m, we provide fully custom-designed solutions to meet your specific warehouse or manufacturing requirements.
What is the noise level during operation?
The system is designed for quiet operation with a noise level of ≤ 65 dB, making it suitable for various indoor industrial environments.
Which industries are these conveyor systems suitable for?
They are ideal for the Chemical Industry, Grain Transport, Mining Transport, Power Plants, and general large-scale warehousing and distribution centers.