⚙️ Product Description
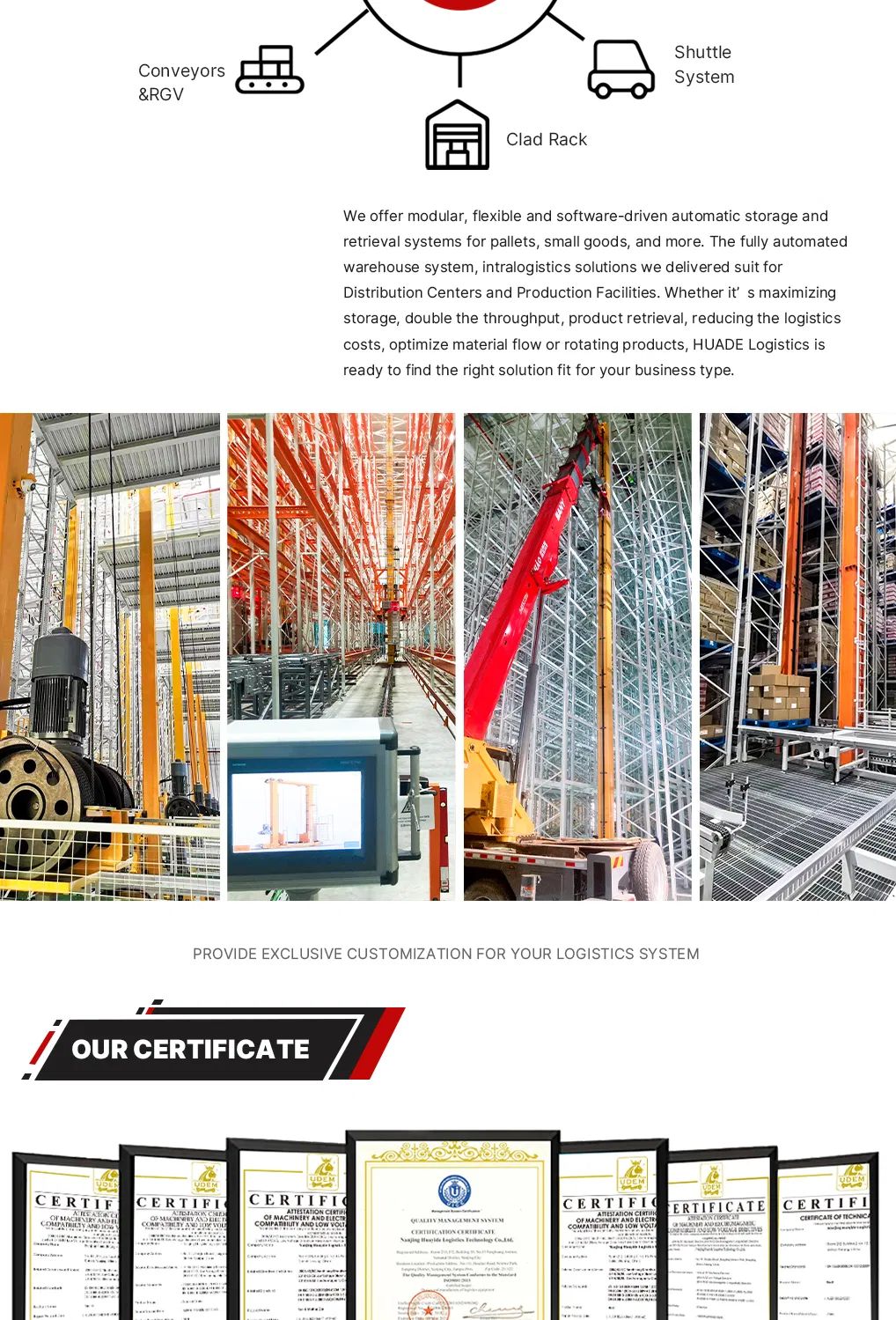
We offer a full line of standard and custom-designed accumulation and transportation pallet conveyor systems for manufacturing, warehousing and distribution operations. Available as stand-alone equipment or in a fully integrated material handling system, our durable pallet conveyor systems are built to deliver years of reliable, high-performance operation.
❓ Frequently Asked Questions
What types of automated storage systems do you provide?
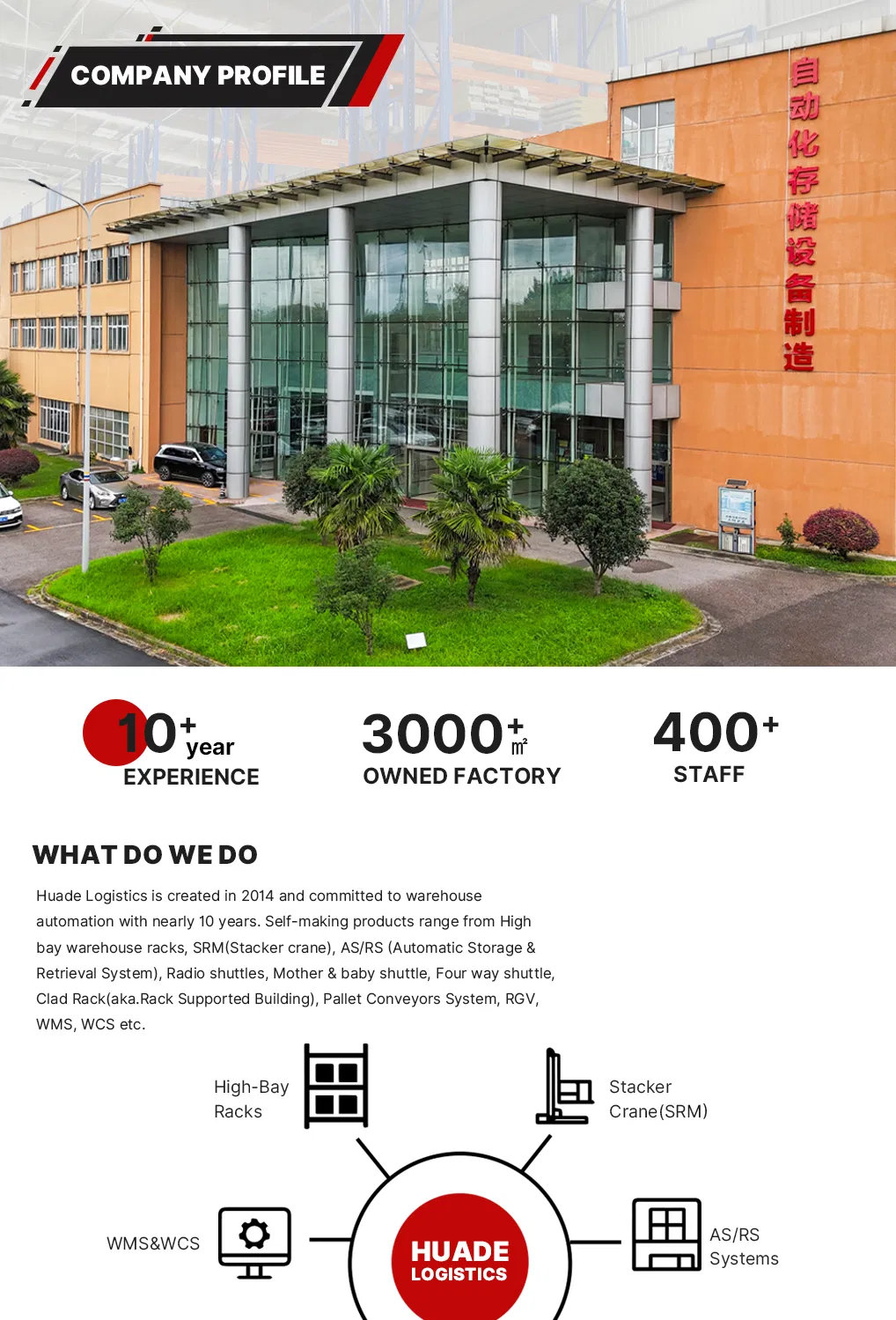
We provide Unitload AS/RS (Pallet type), Miniload AS/RS (Box/Crate type), Shuttle Storage & Sequencing systems, and Electrical Mobile Racking Systems.
What services are included in your turnkey solutions?
Our turnkey solutions include engineering & consulting, design & manufacturing, implementation, training, commissioning, and after-sale service.
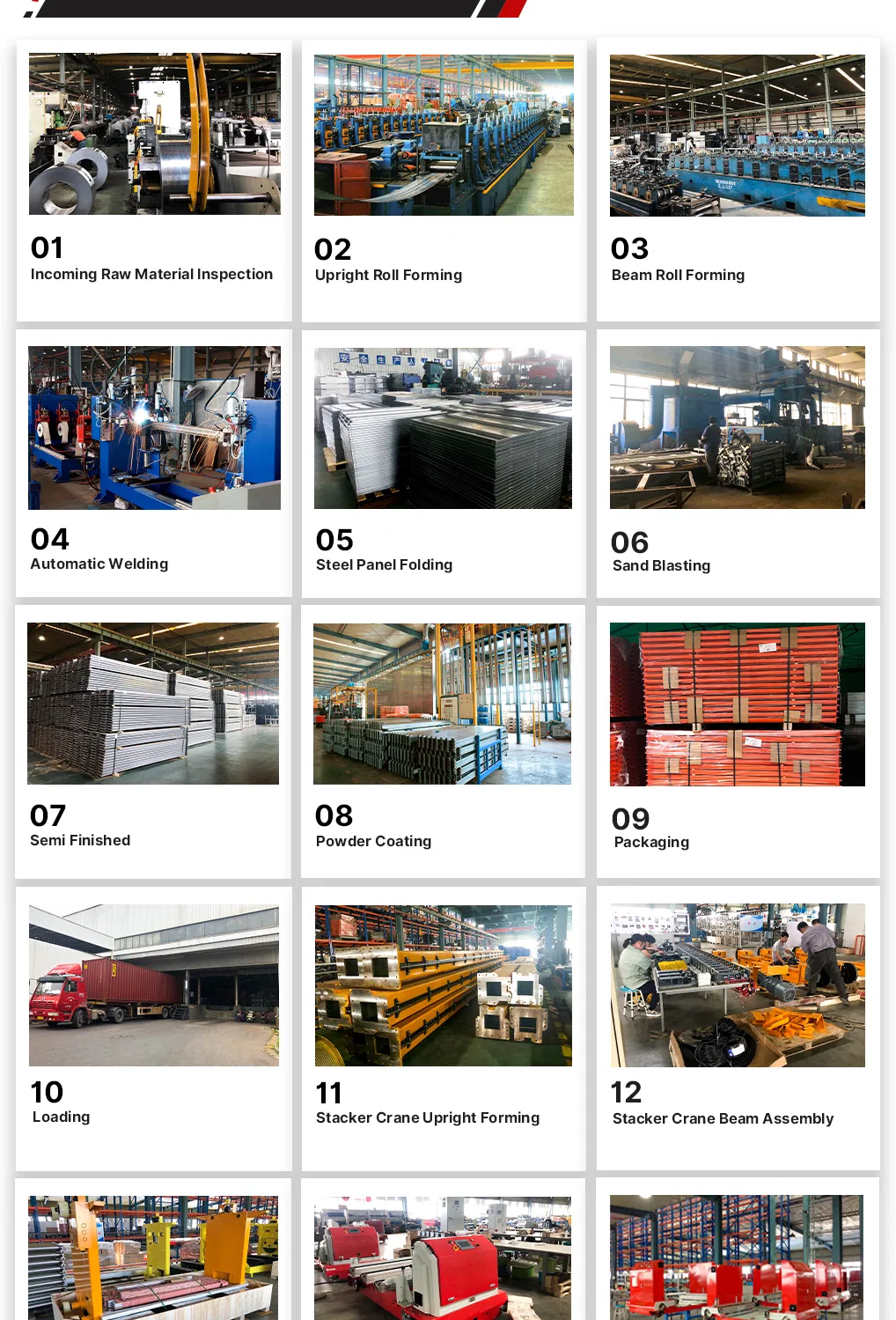
What is the initial process for a new conveyor project?
We begin by defining project objectives with stakeholders and then collecting detailed business information to understand specific operational requirements.
How do you ensure the feasibility of the designed system?
We analyze data from your operating systems to create predictive models. We then estimate system costs and perform a complete feasibility analysis of all alternatives.
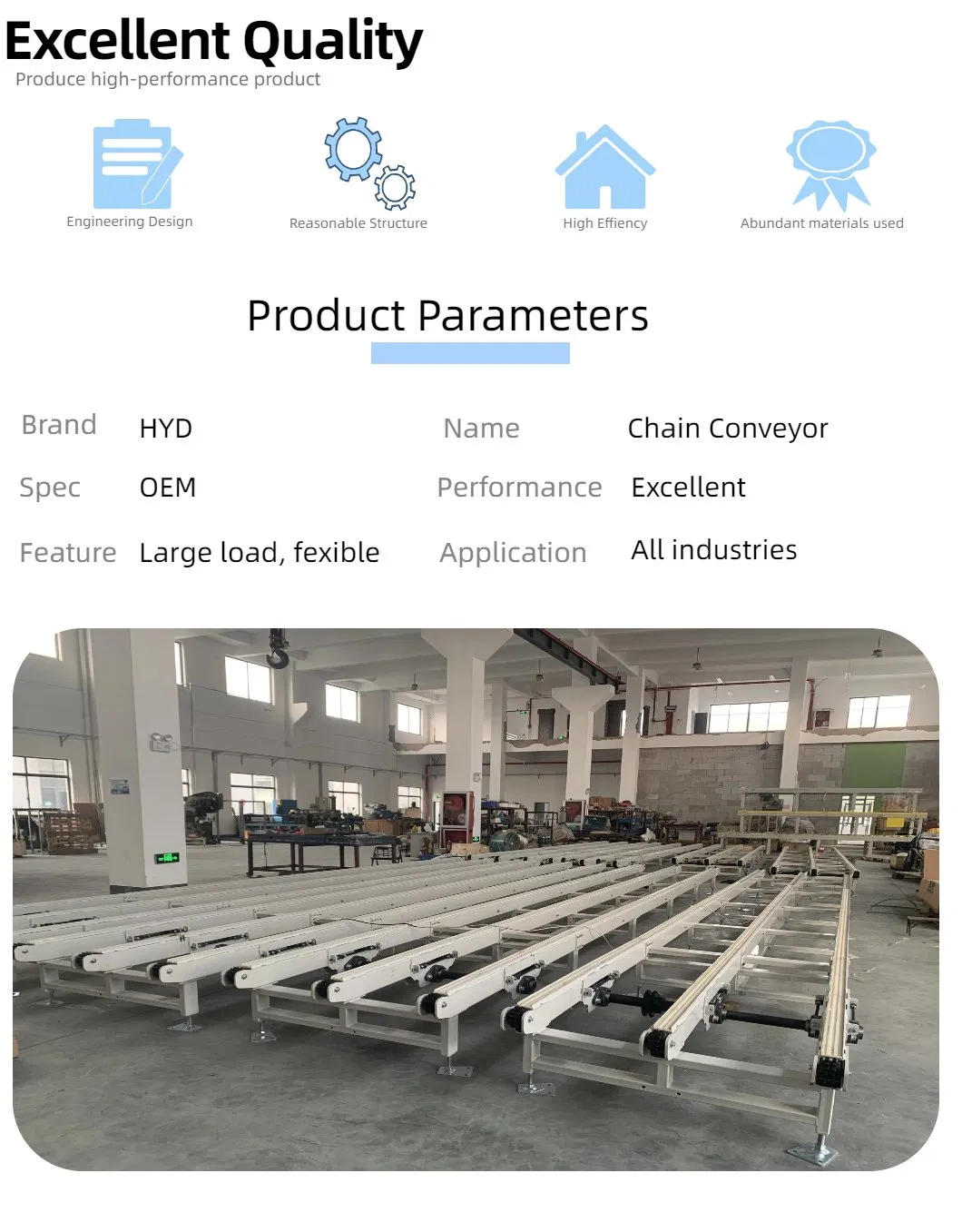
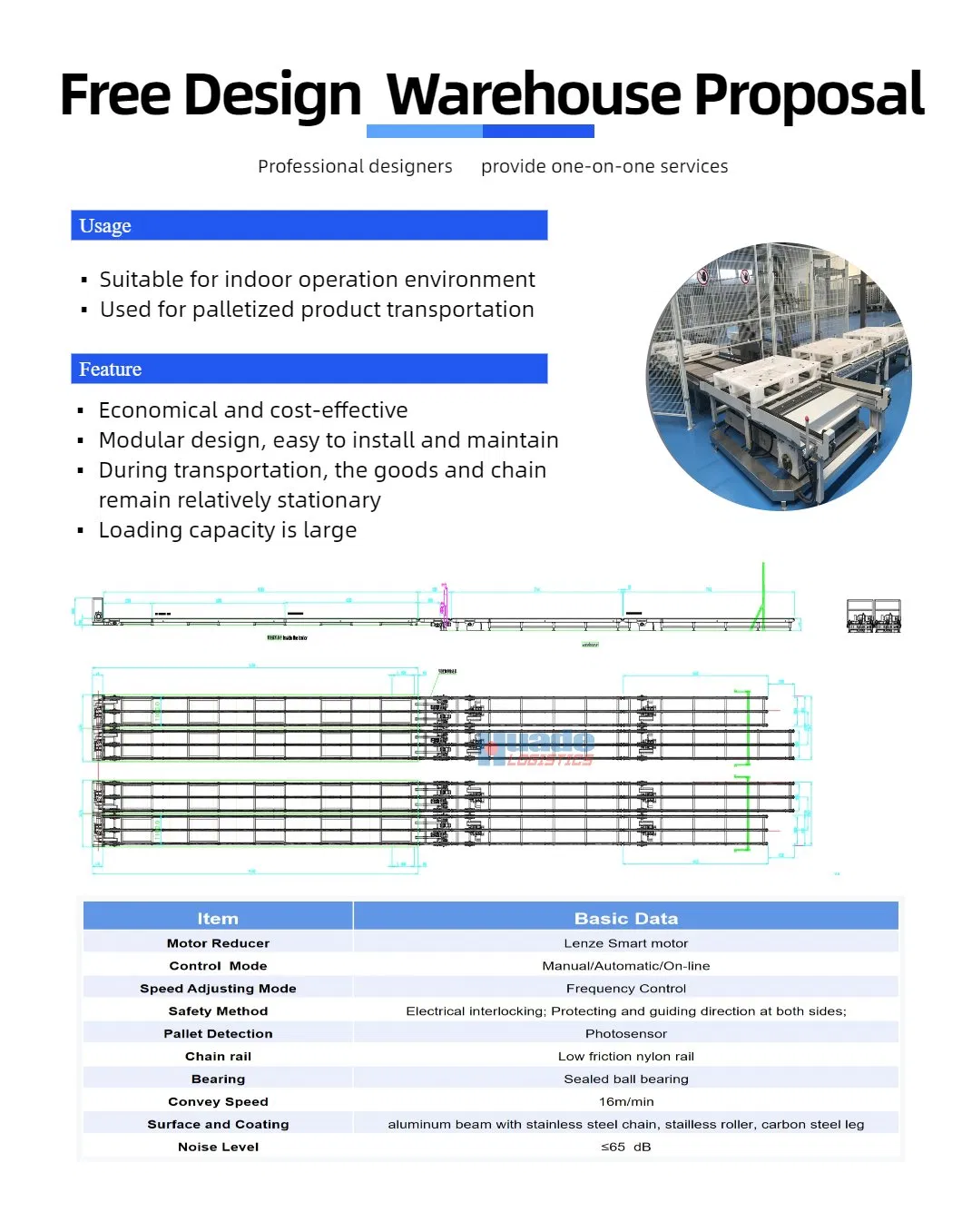
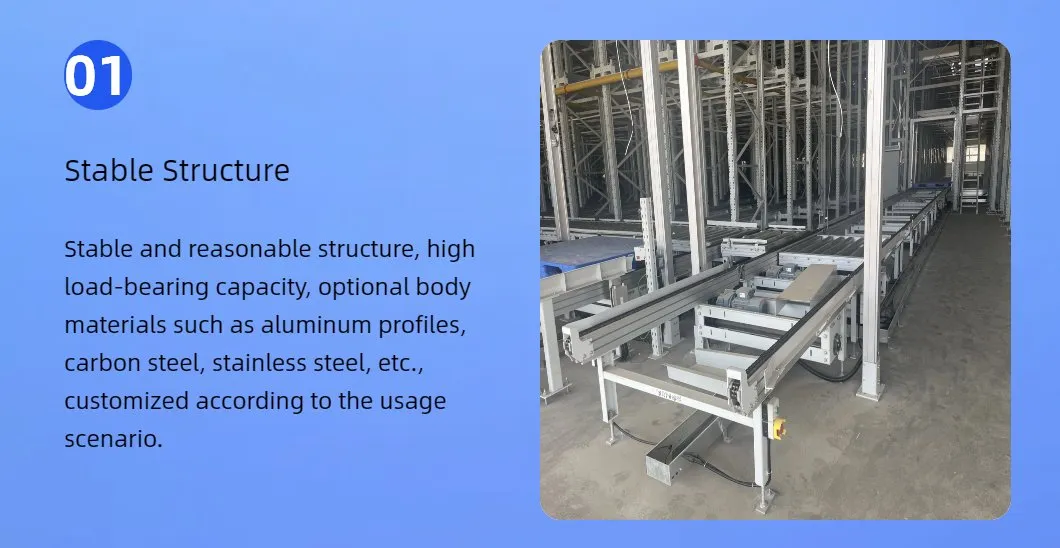
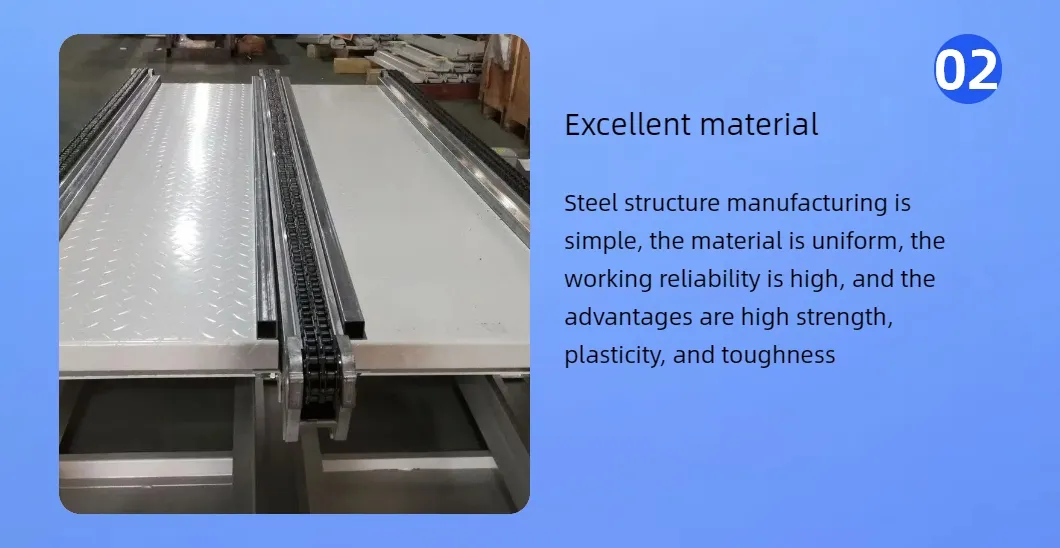
What are the key technical advantages of these pallet conveyors?
The systems feature modular designs, patented bolted construction for easy installation, low noise levels (≤ 65 dB), and seamless interfacing with host systems for real-time data and diagnostics.
Are the conveyor systems suitable for existing warehouses?
Yes, our systems are designed to be flexible and scalable, making them suitable for both existing warehouses and new build facilities.