In the era of hyper-velocity commerce, the traditional static warehouse has become a bottleneck. The transition toward Dynamic Warehouse Systems represents a fundamental shift from "storage-centric" to "throughput-centric" operations. As global e-commerce volumes are projected to reach new heights, manufacturers and distributors are under unprecedented pressure to minimize dwell time and maximize picking accuracy. Dynamic warehouse systems, characterized by their ability to adapt in real-time to fluctuating order volumes, are the backbone of this industrial evolution.
Across North America, Europe, and the Asia-Pacific region, the demand for high-speed automated sorting, vertical lifting, and modular conveyor lines is surging. Leading manufacturers are no longer just selling hardware; they are providing information gain through data-integrated hardware that communicates with Warehouse Management Systems (WMS) and Warehouse Execution Systems (WES). This synergy allows for predictive maintenance, real-time load balancing, and a drastic reduction in operational overhead.
Today's industrial leaders are looking for manufacturers who can provide comprehensive ecosystems. This includes everything from the raw structural integrity of galvanized steel roller conveyors to the sophisticated AI-driven algorithms governing cross-belt sorters. The current market is defined by a move toward "Intelligent Motion," where every pallet and parcel is tracked, measured, and optimized as it moves through the facility.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions. Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, retail distribution hubs, manufacturing plants, and fulfillment operations worldwide.
Maith Conveyor’s core product portfolio includes roller conveyor systems, belt conveyor lines, pallet handling systems, sorting conveyors, telescopic loading conveyors, gravity conveyor modules, and intelligent warehouse automation systems. By integrating PLC control systems, sensor-based tracking technology, AI-driven logistics optimization, and modular structural design, the company delivers efficient and scalable material flow solutions tailored to modern supply chain demands.



China’s role as the "world's factory" has evolved into the "world's laboratory" for logistics technology. The supply chain resilience offered by manufacturers like Maith Conveyor is rooted in the deep integration of localized component ecosystems. From high-grade steel to specialized PU rollers (FDA/USDA compliant) and precision-engineered PLC controllers, the vertical integration allows for faster lead times and rigorous quality control that meets global standards (CE, ISO).
Our Hangzhou base leverages the region's massive talent pool in software engineering and mechanical design, ensuring that each system is not only robust but also digitally native. This allows for localized support and compliance across different international markets, ensuring our systems meet the safety and operational requirements of diverse industrial landscapes.
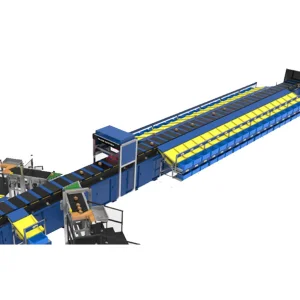
Optimized for high-frequency small-parcel sorting. Our modular designs allow for rapid expansion during peak seasons like Black Friday or Singles' Day.
Integration of X-ray inspection with high-stability roller conveyors ensures passenger safety and efficient baggage flow in high-traffic hubs.
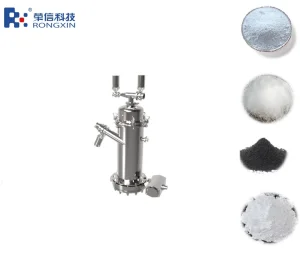
Utilizing FDA/USDA listed PU rollers and food-grade vacuum systems to maintain hygiene standards while ensuring gentle material handling.
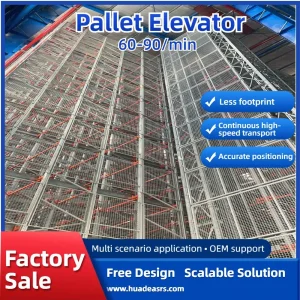
Vertical lift systems and heavy-duty belt conveyors designed for particle handling, aggregate stone, and automotive sub-assemblies.