In the era of Industry 4.0, material handling is no longer just about moving items from point A to point B. It is the backbone of the global circular economy. Sustainable material handling involves the integration of energy-efficient technologies, recyclable materials, and AI-optimized workflows to minimize environmental impact while maximizing throughput.
As a leading China Sustainable Material Handling Manufacturer, we recognize that global enterprises are under increasing pressure to meet ESG (Environmental, Social, and Governance) targets. Our systems are engineered to reduce energy consumption by up to 30% through the use of variable frequency drives (VFD), low-friction components, and intelligent sleep modes for idle machinery.
The "Information Gain" in modern logistics comes from data transparency. By integrating IoT sensors into our conveyor systems, we provide real-time metrics on power usage, load efficiency, and predictive maintenance, ensuring that your operations remain both green and profitable.
China's logistics ecosystem offers unparalleled access to raw materials and electronic components, allowing for rapid R&D and shorter lead times for custom modular conveyor systems.
Leading Chinese manufacturers are pivoting toward "Green Manufacturing," utilizing lead-free coatings, recyclable plastics, and high-efficiency permanent magnet motors.
Achieve premium automation quality—comparable to European standards—at a significantly optimized investment cost, enabling faster ROI for global distribution centers.
The transition from traditional mechanical sorting to AI-vision-based sorting allows systems to handle irregular packaging and diverse materials with 99.9% accuracy. This reduces waste caused by damaged goods and rerouting.
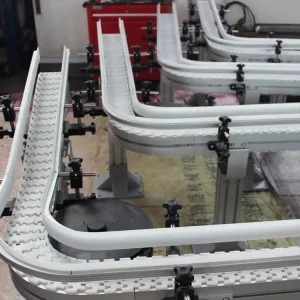
Future-proof warehouses require flexibility. Our modular frame designs allow companies to expand their conveyor lines overnight without needing to overhaul the entire infrastructure.
Utilizing regenerative braking in vertical spiral lifts and heavy-duty conveyors to capture kinetic energy and feed it back into the warehouse power grid.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions.




Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, retail distribution hubs, manufacturing plants, and fulfillment operations worldwide. By integrating PLC control systems, sensor-based tracking technology, AI-driven logistics optimization, and modular structural design, the company delivers efficient and scalable material flow solutions tailored to modern supply chain demands.





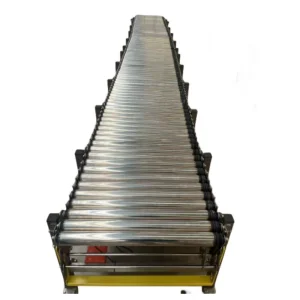
High-speed cross-belt sorters and telescopic conveyors designed to handle millions of parcels during peak seasons with zero downtime.
Stainless steel, FDA-compliant conveyor systems capable of operating in -25°C environments while maintaining strict hygiene standards.
Robust slat and chain conveyors designed for heavy pallet loads, integrating seamlessly with robotic assembly arms.