The global landscape of logistics and manufacturing is undergoing a seismic shift toward Autonomous Systems. As labor costs rise and the demand for rapid e-commerce fulfillment intensifies, the role of a top-tier "Automated Material Handling Factory" has evolved from a simple equipment provider to a strategic integration partner. Today, leading exporters from China, particularly hubs like Hangzhou, are defining the future of intralogistics by merging hardware robustness with software intelligence.
Annual Systems
Production Base
Expert Staff
R&D Experience
Modern Material Handling is no longer just about moving Point A to Point B. It involves User Intent Mining within the supply chain—predicting bottlenecks before they occur and using AI to optimize pathing. Top exporters are now integrating PLC control systems with high-level ERP/WMS systems to ensure a seamless flow of data alongside physical goods.
In high-precision environments like automotive interior fitting, anti-slip belt conveyors are critical. They ensure that delicate components are transported without vibration or surface damage, maintaining strict OEM quality standards.
The rise of fresh delivery necessitates specialized 1100 conveyor chain systems. With food-grade materials and corrosion-resistant designs, these systems operate reliably in temperatures as low as -25°C.
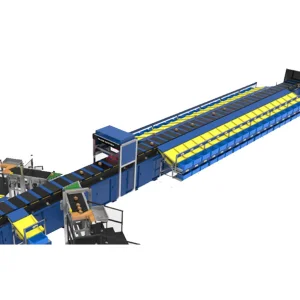
Z-type conveyors and smart sorting systems allow distribution centers to handle massive parcel volumes. Integration with ERP ensures real-time tracking from the moment a package enters the sorter until it reaches the truck loader.
The roadmap for Automated Material Handling factories centers on three pillars: Modularity, AI-Integration, and Energy Efficiency.
Future systems will utilize Digital Twin Technology, allowing factory managers to simulate entire warehouse flows before a single conveyor is installed. We are moving toward "Dark Warehouses" where lighting is unnecessary because every move is choreographed by autonomous AI agents. The transition from Fixed Automation to Flexible Automation (using telescopic and portable conveyors) is already helping SMEs scale without massive capital overhead.
China has solidified its position as the world's premier exporter of material handling equipment due to its unparalleled supply chain vertical integration. Companies like Hangzhou Maith Conveyor Co., Ltd. leverage this ecosystem to offer rapid prototyping, precision manufacturing, and competitive pricing without compromising on E-E-A-T principles.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries.
Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, retail distribution hubs, manufacturing plants, and fulfillment operations worldwide.



Maith Conveyor’s core product portfolio includes roller conveyor systems, belt conveyor lines, pallet handling systems, sorting conveyors, telescopic loading conveyors, gravity conveyor modules, and intelligent warehouse automation systems. By integrating PLC control systems, sensor-based tracking technology, AI-driven logistics optimization, and modular structural design, the company delivers efficient and scalable material flow solutions tailored to modern supply chain demands.
Reliability in the export market is built on Trustworthiness. Every system exported must meet international safety and quality certifications, including CE, ISO 9001, and UL standards. Beyond the hardware, Maith provides:



Choosing the right automated material handling partner is a decision that impacts your company's scalability for the next decade. By focusing on E-E-A-T principles, Hangzhou Maith Conveyor Co., Ltd. ensures that every piece of equipment is not just a tool, but a long-term asset. Driven by continuous innovation and smart logistics development, we are committed to improving warehouse productivity, reducing operational costs, and enhancing automation efficiency.