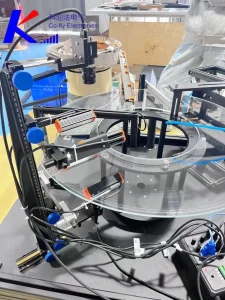
Industry-leading material handling equipment for modern fulfillment centers.
Navigating the Paradigm Shift in Global Logistics and Smart Manufacturing
In the era of hyper-local delivery expectations and global supply chain volatility, the traditional centralized warehousing model is being superseded by Distributed Warehouse Solutions. This strategy decentralizes inventory across multiple smaller, strategically located "nodes," significantly reducing "last-mile" costs and transit times. As a leading Distributed Warehouse Solutions Factory, Hangzhou Maith Conveyor Co., Ltd. is at the forefront of this revolution, providing the hardware and AI-driven software necessary to manage complex, multi-point distribution networks.
The primary driver behind this shift is Information Gain in the logistics sector—the ability to utilize real-time data to predict demand spikes and optimize stock placement. Distributed networks provide the resilience needed to survive disruptions, whether they be geopolitical, environmental, or economic. Our systems are engineered to transform these challenges into competitive advantages through modularity and rapid deployment.
Reducing the distance between the product and the end-user through micro-fulfillment centers (MFCs) powered by smart conveyor nodes.
Minimizing single-point-of-failure risks by diversifying storage and handling locations across geographic regions.
Our modular designs allow factories to scale up or down based on seasonal demand without massive infrastructure overhauls.
Professional Manufacturing & Global System Integration Since 2013
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, and international OEM/ODM support.
Operating a modern production base of 30,000 square meters with over 360 skilled employees, including mechanical engineers and AI automation specialists, Maith ensures high performance and durability across all solutions. With an annual production capacity exceeding 6,500 complete systems, we serve global logistics centers, airports, and retail distribution hubs with ISO, CE, and FDA certified equipment.




Square Meters Production Base
Professional Engineers & Staff
Annual System Capacity
Years of Industry Expertise
From Mechanical Automation to AI-Driven Predictive Material Flow
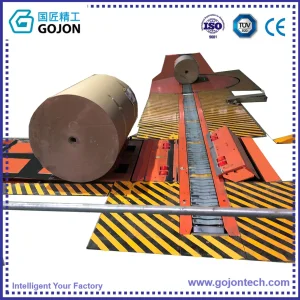
The roadmap for distributed warehouse solutions is moving beyond simple belt and roller conveyors toward Cognitive Logistics Systems. Maith Conveyor is currently developing the next generation of Smart AI Vision Systems and IoT-enabled Pallet Handling that can communicate directly with Warehouse Management Systems (WMS).
Current focus on plug-and-play conveyor modules that allow for rapid reconfiguration of warehouse layouts in under 48 hours.
Implementation of real-time defect detection and automated sorting based on package dimensions and weight using deep learning algorithms.
Future development where individual conveyor sections act as "nodes" in a mesh network, rerouting traffic automatically based on congestion sensors.
Leveraging Hangzhou's Industrial Ecosystem for Global Speed
Being based in Hangzhou, China, provides Maith Conveyor with a unique Agglomeration Advantage. The proximity to high-tech component manufacturers and steel producers allows us to maintain a highly resilient supply chain, even when global markets fluctuate. This ensures that our Distributed Warehouse Solutions Factory can deliver customized OEM/ODM products with lead times that are 30-40% faster than European or North American competitors.
Our "Supply Chain Resiliency" is not just about speed; it's about Precision Engineering. By utilizing advanced fabrication workshops and automated assembly lines, we guarantee a level of consistency that meets stringent international standards, including CE and FDA requirements for food-grade systems.



Ensuring Reliability in Every Jurisdiction
Modern distributed warehouse solutions must comply with local safety and operational standards. Maith Conveyor provides comprehensive support to ensure all installations meet OSHA, CE, ISO, and FDA regulations. Our localized support includes:
Expert Insights into Distributed Warehouse Technology
Unlike centralized hubs, distributed solutions use a network of smaller facilities located closer to customers. This requires highly modular and flexible conveyor systems that can be easily moved or expanded.
Our AI vision systems use high-speed cameras and deep learning to identify package types, barcodes, and potential damage in real-time, reducing sorting errors to nearly 0% compared to manual labor.
Yes, our PLC-controlled systems are designed with open-architecture communication protocols, allowing for seamless integration with most modern Warehouse Management Systems and ERPs.
Absolutely. We offer stainless steel, FDA-certified conveyor systems specifically designed for the food and chemical industries, ensuring hygiene and corrosion resistance.
Tailored engineering for unique industrial challenges.