In the era of Industry 4.0, a modular conveyor is no longer just a passive transportation tool; it is the "digital nervous system" of the smart factory and distribution center. As a leading Chinese exporter, we provide a Whitepaper-level depth of integration that combines mechanical robustness with AI-driven analytics. This approach offers significant Information Gain by transforming raw material movement into actionable logistics data.
Our systems utilize a Plug-and-Play architecture. Whether you are scaling an e-commerce fulfillment center or reconfiguring an automotive assembly line, our modular components allow for rapid deployment and reconfiguration without the need for extensive downtime or structural overhaul.
By embedding AI monitoring and smart sensors into our Powered Roller Conveyors, we provide real-time diagnostic data. This predictive maintenance capability reduces operational risk by up to 40%, ensuring that warehouse throughput remains optimized during peak seasons.
We adhere to international engineering standards including CE, UL, and ISO. Our specialized solutions, such as fire-resistant conveyors for mining in Sudan or food-grade modular belts, demonstrate our ability to meet stringent regional regulatory requirements.
Located in the heart of Hangzhou's industrial cluster, Hangzhou Maith Conveyor Co., Ltd. leverages a complete local supply chain. From raw steel processing to precision electronic component sourcing, our vertical integration allows us to offer 30-50% faster lead times than European or North American competitors.
Established in 2013, our company has evolved from a local manufacturer to a global OEM/ODM powerhouse. Our 30,000 square meter facility serves as a testament to our commitment to E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness). We don't just sell equipment; we engineer material flow ecosystems that integrate seamlessly with your ERP/WMS software.
Energy-efficient motors and gravity-assisted modules are becoming standard as global firms aim for Net Zero emissions in their supply chains.
The rise of 1-hour delivery is driving the demand for ultra-compact, high-speed modular sorters like our Swivel Wheel Sorter systems.
We are increasingly deploying virtual simulations of conveyor layouts before installation to identify bottlenecks in the digital environment first.
Our E-commerce Fulfillment Sorter Z-Type Conveyors are designed for the high-volume, high-variability nature of modern parcel sorting. Integrating ERP allows for automated labeling and instant weight-checking.
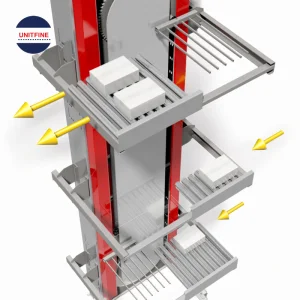
The Automated Lift Conveyor System for Battery Cells handles high-load, sensitive components with vertical precision, utilizing stainless steel to maintain clean-room standards for EV battery manufacturing.
The Multi-energy X-ray Pallet Cargo Inspection System integrates directly into conveyor lines, allowing for non-intrusive security scanning without stopping the flow of goods.
In Sudan’s mining sectors, our 200 Tons/Hour fire-resistant belt conveyors prove that modularity doesn't mean fragility. These systems are engineered for 24/7 operation in abrasive, high-heat conditions.
Procuring a conveyor system from China involves more than just a purchase order. It requires a strategic partnership focused on TCO (Total Cost of Ownership). Global enterprises should prioritize:
Can the system grow? Our modular design ensures that a 100-meter line today can become a 500-meter automated loop tomorrow.
All our systems support Modbus, Profinet, and EtherCAT protocols to ensure they "speak the same language" as your existing factory automation.
We provide comprehensive digital manuals, 3D assembly videos, and 24/7 remote technical support to bridge the geographical gap.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions. Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, retail distribution hubs, manufacturing plants, and fulfillment operations worldwide.









Modular systems offer flexibility, easy repair (by replacing a single module), and significantly reduced installation time. They are inherently scalable, allowing businesses to expand their lines as their throughput requirements grow.
Our AI monitoring tracks motor health, belt tension, and package flow. By detecting anomalies early, it prevents catastrophic failures, optimizes power consumption, and ensures the highest possible sortation accuracy.
Yes. Our control systems are designed for open-source integration. We provide customized APIs and interface protocols that allow real-time data sync between the conveyor hardware and your management software.
Standard modular systems can be shipped within 4-6 weeks. Custom-engineered solutions for high-load or specialized environments typically require 8-12 weeks from design approval to factory acceptance testing (FAT).
Absolutely. We manufacture FDA-compliant food-grade modular belt conveyors and specialized fire-resistant systems for the mining and chemical industries.