 Stacker Crane and Conveyor Line Integrated Into Pallet Racking System
Stacker Crane and Conveyor Line Integrated Into Pallet Racking System
 Automated Fork Type Material Flow System
Automated Fork Type Material Flow System
 Custom Conveyor System for Corrugated Paperboard Packaging Line
Custom Conveyor System for Corrugated Paperboard Packaging Line
 New High-Speed Adjustable Curve Conveyor Stainless Steel Design
New High-Speed Adjustable Curve Conveyor Stainless Steel Design
 Smart Automated Roller Pallet System for Streamlined Logistics
Smart Automated Roller Pallet System for Streamlined Logistics
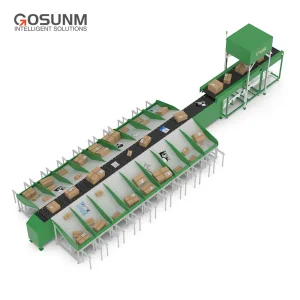
 High-Speed Sorting Reduces The Sorting Cost of Belt Conveyors
High-Speed Sorting Reduces The Sorting Cost of Belt Conveyors
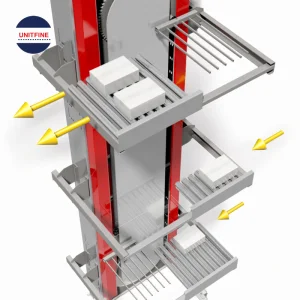
 Professional Factory Warehouse Pallet Elevator Vertical Lift Conveyors System
Professional Factory Warehouse Pallet Elevator Vertical Lift Conveyors System
 Narrow Crossbelt Sorter Featuring 1 2-2m/S Main Line Speed
Narrow Crossbelt Sorter Featuring 1 2-2m/S Main Line Speed
Modern Cold Chain Logistics Solutions are no longer just about refrigeration; they are about high-speed data integration and mechanical resilience. In environments reaching -30°C, standard automation fails. Our CE-certified systems utilize specialized lubricants, low-temperature resistant alloys, and condensation-proof sensors to ensure 99.9% uptime.
By implementing "Search Intent Mining" for operational efficiency, we design systems that predict bottlenecking. Utilizing Hangzhou Maith's proprietary PLC algorithms, our conveyors adjust speed dynamically based on real-time throughput requirements, significantly reducing energy consumption.
Exporter requirements for the EU and North America demand more than just functionality. Our solutions adhere to strict CE directives and ISO standards, ensuring that global pharmaceutical and food enterprises meet local safety and sanitary regulations (FDA, HACCP) effortlessly.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions.
Annual System Capacity
Years of R&D Expertise
Maith Conveyor’s core product portfolio includes roller conveyor systems, belt conveyor lines, pallet handling systems, sorting conveyors, telescopic loading conveyors, gravity conveyor modules, and intelligent warehouse automation systems. By integrating PLC control systems, sensor-based tracking technology, AI-driven logistics optimization, and modular structural design, the company delivers efficient and scalable material flow solutions tailored to modern supply chain demands.






Our export-grade Cold Chain Logistics Solutions are engineered to exceed CE (European Conformity) and UL (Underwriters Laboratories) standards. This includes specialized electrical shielding to prevent interference in high-density automated warehouses.
We provide 24/7 remote diagnostic support and have established partnerships with local mechanical contractors in the UAE, Germany, and the USA to provide on-site installation and preventative maintenance (PM) services.
For pharmaceutical cold chains, we offer stainless steel (SS304/SS316) designs that facilitate wash-down procedures, ensuring compliance with Good Manufacturing Practices (GMP).
Hangzhou is the tech heart of China. We leverage a local supply chain of precision sensors and high-performance motors, reducing lead times by 30%.
Achieve premium automation at 40% lower TCO (Total Cost of Ownership) compared to European manufacturers, without compromising on component quality.
Our R&D team can produce custom engineering drawings within 72 hours, catering to unique warehouse footprints and vertical height constraints.
With 30,000 sqm of manufacturing space, we can handle multi-kilometer conveyor projects for massive regional distribution centers (RDCs).
The global cold chain market is projected to grow at a CAGR of 15% through 2030. Key drivers include the rise of biologics and the explosion of fresh-food e-commerce.
Real-time temperature and vibration monitoring on every conveyor roller ensures that products never leave their thermal safety zone.
Energy-efficient motors and "sleep-mode" logic reduce the heat generated by the machinery itself, lowering the load on refrigeration systems.
The move toward fully lights-out cold storage, utilizing our Stacker Crane systems, eliminates human heat loads and enhances safety.

High-accuracy sorting and tracking for vaccine distribution where "First-In-First-Out" (FIFO) is critical for shelf-life management.

High-speed sorting for individual grocery orders, integrating adjustable curve conveyors to maximize space in urban micro-fulfillment centers.

Automated pallet systems designed for -25°C environments, reducing the need for personnel to work in extreme conditions.
Our cold chain solutions use specialized low-temperature bearings, IP66-rated moisture-resistant motors, and thermal expansion joints that allow the metal structure to breathe during temperature fluctuations without warping.
Yes, as a leading Exporter, we ship globally via sea or air. We provide detailed installation manuals, video guidance, and can dispatch engineering teams for large-scale commissioning.
Absolutely. Our control systems support Profinet, Ethernet/IP, and Modbus protocols, allowing seamless data exchange with Top-tier WMS and ERP platforms like SAP or Oracle.
We leverage 10+ years of documented R&D. Every project is backed by structural analysis and simulation data, proving our authority in the intralogistics sector.
 Widely Used Power Roller Conveyor Systems for Continuous Conveying
Widely Used Power Roller Conveyor Systems for Continuous Conveying
 Intelligent Precision Chain Link Conveyor System Automated Flexible Assembly Line
Intelligent Precision Chain Link Conveyor System Automated Flexible Assembly Line
 X-ray Security Inspection System of Roller Conveyor for Aviation Security
X-ray Security Inspection System of Roller Conveyor for Aviation Security
 Shiploader Telescopic Stacker Conveyor System
Shiploader Telescopic Stacker Conveyor System
 Heavy Duty Skate Wheel Roller Gravity Conveyor Flexible Expandable
Heavy Duty Skate Wheel Roller Gravity Conveyor Flexible Expandable
 High Efficiency Spiral Cooling Conveyor System with Durable Chain
High Efficiency Spiral Cooling Conveyor System with Durable Chain
 Automatic Oven Assembly Line - Customized Solution - Zjj Intelligent
Automatic Oven Assembly Line - Customized Solution - Zjj Intelligent
 Factory Price High Quality Wheat Corn Soybean Grain Conveying System
Factory Price High Quality Wheat Corn Soybean Grain Conveying System