1 / 5


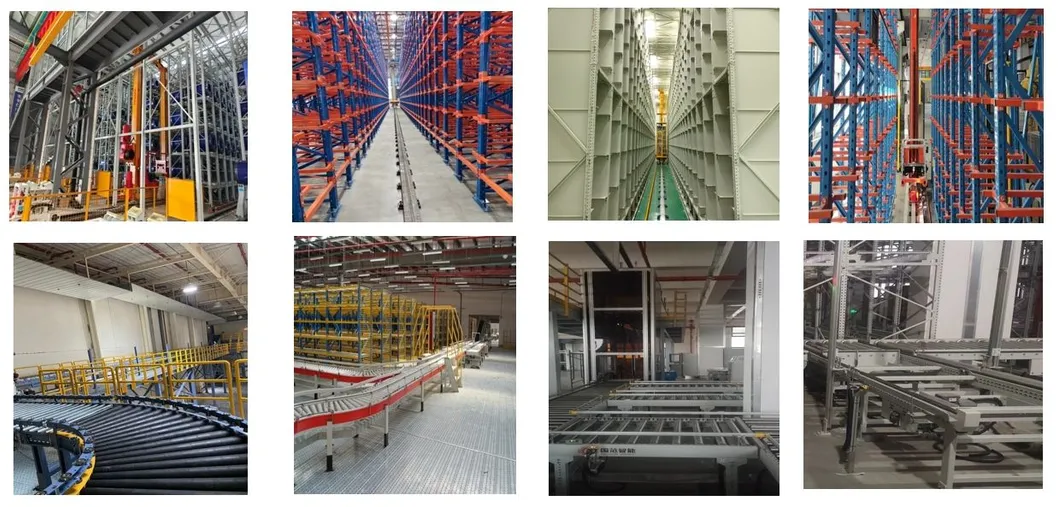
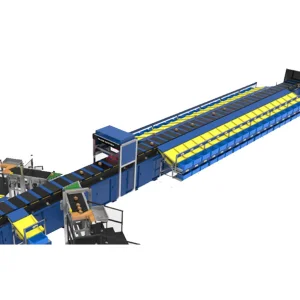
Our state-of-the-art conveyor line is a marvel of automation, designed to transport materials and finished goods with exceptional efficiency and precision. Leveraging mechanical transmission and electric drive mechanisms, this system operates seamlessly in various industries such as manufacturing, logistics, warehousing, food processing, and mining.
Uninterrupted, Efficient Operations: Engineered for 24/7 non-stop operation, offering adjustable speeds to significantly boost production efficiency while minimizing manual intervention.
Cutting-Edge Automation: Easily integrated with control systems like robots, sensors, and PLCs for automatic sorting and precise positioning.



| Product Name | Logistics Conveyor Line |
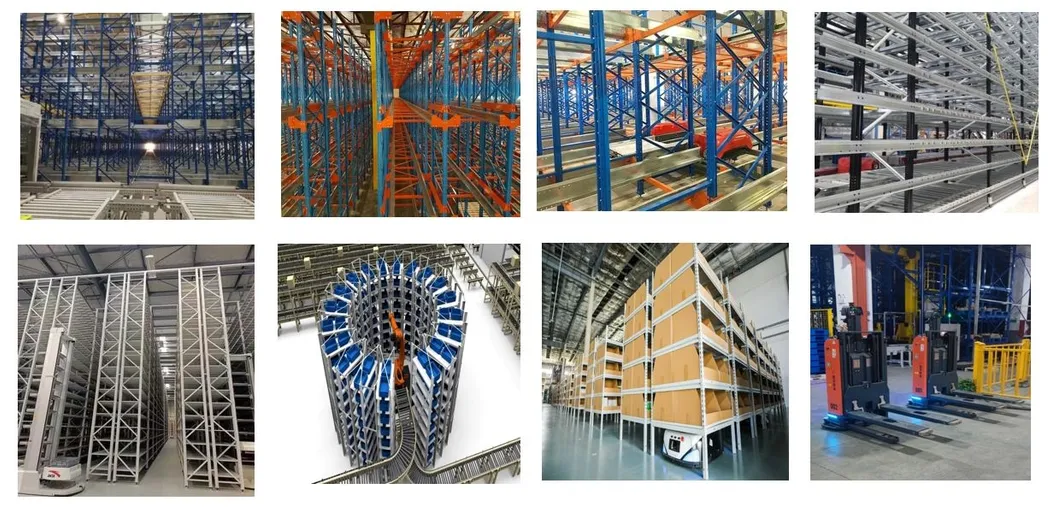
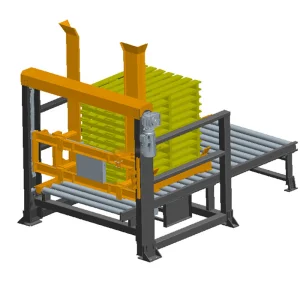
| Composition | Pallet Roller Conveyor, Chain Conveyor, Belt Conveyor, Pallet Transfer Machine, Multi-V Belt Angle Conveyor |
| Advantages | Low Noise, High Temperature Resistance, Corrosion Resistance, Efficient Continuous Operation |
| Features | Strong Adaptability, Modular Design, Flexible Layout |
| Application | Manufacturing, Logistics, Warehousing, Food Processing, etc. |

Our lineup includes pallet roller conveyors, chain conveyors, and belt conveyors designed for peak efficiency and long-term durability in industrial environments.
Adjustable speeds tailored for both low-speed precision tasks and high-speed sorting, ensuring swift and consistent throughput without manual pauses.


Featuring heavy-duty mechanical transmission or motor drive mechanisms, offering a low failure rate and resilience against fatigue.
Seamlessly transports bulk materials (grain), packaged goods (cartons), and heavy loads (steel), navigating complex site environments easily.


Effortless integration with PLCs and robotic systems enables automatic sorting, weighing, and stacking for smarter operations.