In the rapidly transforming landscape of global logistics, Automated Storage and Retrieval Systems (AS/RS) have evolved from being a luxury for mega-corporations to a fundamental necessity for competitive supply chains. As we move deeper into 2024, the "Storage and Retrieval" industry is undergoing a paradigm shift driven by AI, IoT, and high-density engineering. Modern manufacturers are no longer just building racks and belts; they are architecting intelligent ecosystems that predict demand, optimize space, and eliminate human error.
The integration of high-speed sorting, autonomous mobility conveyor networks, and heavy-duty transport systems has redefined what "efficiency" means. From Hangzhou Maith Conveyor Co., Ltd., the commitment to this evolution is evident in the deployment of PLC-controlled architectures that allow for 24/7 operation with minimal maintenance. This information gain highlights that the true value of AS/RS lies in its ability to convert vertical space into high-velocity throughput, a critical factor for land-scarce industrial zones.
Utilizing machine learning to optimize pathfinding for warehouse robots and conveyor speeds based on real-time load data.
Implementing regenerative braking and low-power standby modes to meet global ESG sustainability standards.
Designed for rapid expansion, allowing businesses to grow their automation footprint without dismantling existing lines.
Across North America, Europe, and Southeast Asia, procurement managers are facing a triple challenge: rising labor costs, increased consumer demand for same-day delivery, and the need for higher inventory accuracy. As a result, the demand for Automated Storage Retrieval Manufacturers has skyrocketed. Strategic sourcing now prioritizes manufacturers who offer not just hardware, but comprehensive system integration.
Key procurement drivers include:
China has solidified its position as the global hub for Industrial Automation through the "Factory 4.0" initiative. Hangzhou Maith Conveyor Co., Ltd. exemplifies this shift by integrating advanced R&D with precision manufacturing. Located in Hangzhou, the company leverages a robust local supply chain for raw materials like high-grade stainless steel and electronic components, ensuring that price advantages are matched by superior build quality.
The "China Advantage" in 2024 is no longer just about cost; it's about Supply Chain Resilience. With 30,000 square meters of modern production capacity, Maith ensures that large-scale e-commerce fulfillment centers or airport baggage handling projects are delivered on time, regardless of global logistics fluctuations. Our engineering teams specialize in "Digital Twins," creating virtual simulations of conveyor layouts before a single bolt is turned, drastically reducing installation downtime.
Handling high-velocity parcel sorting and "buy online, pick up in-store" (BOPIS) fulfillment with 3D sorting machines and loop conveyors.
Utilizing FDA-certified stainless steel roller systems for hygienic transport of bottled drinks and powder conveying systems.
Managing large-scale paper rolls or 250kg+ pallets with heavy-duty belt-powered roller systems and automated rack loaders.
Integrating autonomous mobility networks that function in extreme temperatures, ensuring the integrity of pharmaceuticals and perishables while maintaining high-speed baggage flow in international transport hubs.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions. Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, retail distribution hubs, manufacturing plants, and fulfillment operations worldwide.
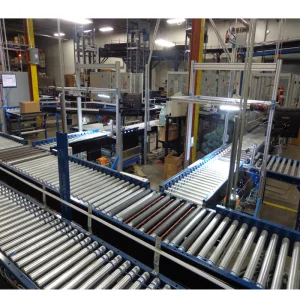
Maith Conveyor’s core product portfolio includes roller conveyor systems, belt conveyor lines, pallet handling systems, sorting conveyors, telescopic loading conveyors, gravity conveyor modules, and intelligent warehouse automation systems. By integrating PLC control systems, sensor-based tracking technology, AI-driven logistics optimization, and modular structural design, the company delivers efficient and scalable material flow solutions tailored to modern supply chain demands.






AS/RS significantly increases storage density, improves order picking accuracy to over 99%, reduces labor costs, and enhances worker safety by minimizing manual handling in high-risk areas.
We adhere to strict international standards, including ISO 9001, CE, and FDA certifications. Every system undergoes a rigorous load test and software simulation before shipment to ensure 100% operational stability.
Yes. Our systems are built on open-architecture PLC controls (such as Siemens or Mitsubishi) that allow for seamless API integration with most modern Warehouse Management Systems and ERP platforms.
Depending on labor costs and throughput volume, most clients see a full Return on Investment within 18 to 36 months due to reduced error rates and increased processing speed.