In the era of Industry 4.0, the role of Heavy-Duty Industrial Conveyors has transcended simple transportation. Today, they are the backbone of smart manufacturing. As a premier China wholesale heavy-duty industrial conveyor manufacturer, Hangzhou Maith Conveyor Co., Ltd. is at the forefront of this transformation, integrating AI, IoT, and precision engineering into every system we build.
Modern global supply chains demand more than just movement; they demand intelligence, resilience, and scalability. From high-speed parcel sorting in e-commerce hubs to rigorous food-grade meat processing, the technological requirements have shifted toward zero-downtime operations and predictive maintenance. This whitepaper explores why China has become the global epicenter for industrial conveyor excellence and how Maith Conveyor is setting new benchmarks in E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness).
Production Area (SQM)
Annual System Capacity
Automation Specialists
Years Industry Experience
Utilizing aircraft-grade aluminum and SUS304 stainless steel, our conveyors are designed for 24/7 heavy-load operations with minimal wear and tear.
Our systems feature AI-powered predictive maintenance alerts and self-optimizing throughput logic to maximize warehouse ROI.
All Maith systems meet international CE, ISO, and FDA standards, ensuring seamless integration into European and American markets.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base with advanced fabrication workshops and rigorous quality inspection systems. Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, and retail distribution hubs worldwide. By integrating PLC control systems and AI-driven optimization, we deliver scalable material flow solutions tailored to modern supply chain demands.






Accessing the world's most robust supply chain for steel, motors (Siemens/SEW partnerships), and electronics allows us to provide industrial-grade equipment at 30-50% more competitive rates than Western counterparts without sacrificing quality.
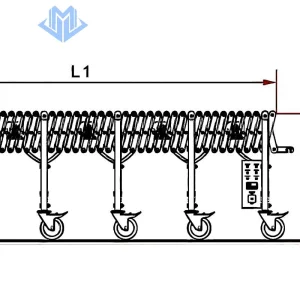
Chinese factories excel in "Agile Manufacturing." Whether you need a 100-meter telescopic belt or a specific food-grade SUS304 pallet lifter, our R&D cycle from CAD design to prototype is significantly faster.
China is now a world leader in 5G integration and AI vision. Our conveyors incorporate "Smart Swivel Wheels" and "AI Vacuum Systems" that are often more advanced than legacy systems found in older industrial hubs.
Tailored systems for every industrial vertical.
Integrated high-speed sorting systems capable of handling 10,000+ parcels per hour with 99.9% accuracy using barcode and RFID tracking.
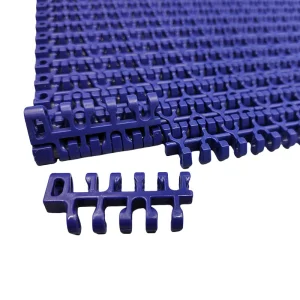
Clean-room compatible conveyors featuring antimicrobial belts, SUS304 frames, and IP69K rated motors for wash-down environments.
Overhead chain systems and heavy-duty roller lines designed for engine blocks, palletized car parts, and powder coating lines.
Expert insights into industrial conveyor procurement.