In the era of Omnichannel Commerce and Industry 4.0, the logistics landscape is undergoing a seismic shift. As global consumers demand near-instant delivery and 100% order accuracy, the role of Smart Retail Logistics has transitioned from a back-end utility to a core competitive advantage. China, as a global powerhouse in manufacturing and digital consumption, has emerged as the leading hub for Advanced Material Handling Systems.
Smart Retail Logistics integrates AI-driven software with robust hardware—such as Automated Storage and Retrieval Systems (AS/RS), High-speed Sorters, and Modular Conveyor Lines—to eliminate bottlenecks in the supply chain. At Hangzhou Maith Conveyor Co., Ltd., we are at the forefront of this revolution, bridging the gap between traditional mechanical engineering and modern IoT intelligence.
The global smart logistics market is projected to reach $120 billion by 2027. Key drivers include the labor shortage in North America/Europe and the explosive growth of e-commerce in Southeast Asia and Africa.
Modern warehouses no longer rely on manual labor. We implement Digital Twin Technology to simulate material flow, ensuring that every roller and belt conveyor operates at peak efficiency.
Energy-efficient motors and recyclable materials in conveyor construction are now industry standards. Our systems are designed to reduce carbon footprints while maximizing throughput.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Headquartered in the technology-driven city of Hangzhou, China, we have built a reputation for reliability, technical precision, and industrial innovation.
Our infrastructure is designed for high-capacity output and rigorous quality control:
By integrating PLC control systems, sensor-based tracking technology, and modular structural design, Maith Conveyor delivers scalable material flow solutions tailored to modern supply chain demands.






Navigating the complexities of international logistics requires more than just high-quality machines; it requires regulatory expertise. At Maith, we ensure our products meet the highest safety and quality standards for every market.
Our systems are fully compliant with ISO 9001, CE (Europe), and FDA (USA) standards. We also provide UL-listed electrical components for our North American clients, ensuring seamless integration into local power grids.
We provide global installation supervision and remote commissioning support. Our modular "plug-and-play" designs allow local teams to install systems with minimal specialized training.
With a comprehensive spare parts inventory and 24/7 technical support, we ensure that downtime is kept to an absolute minimum, regardless of your geographic location.
The future of retail logistics lies in Hyper-Automation. We are currently investing in three core technological pillars to provide our clients with a competitive edge:
By embedding vibration and heat sensors within our roller and belt systems, our AI algorithms can predict mechanical failure before it happens. This "Information Gain" translates to zero unscheduled downtime for our retail partners.
Our next-generation sorting lines utilize machine vision to identify parcel dimensions and weights in real-time, adjusting conveyor speeds automatically to optimize energy consumption and throughput density.
We are transitioning to ultra-high-molecular-weight (UHMW) plastics and lightweight alloys that provide the same durability as steel but require 30% less energy to move.
High-speed sortation for small parcels and bags, capable of handling 10,000+ items per hour during peak seasons like Black Friday or Single's Day.
Specialized stainless steel and frost-resistant components for grocery retail, ensuring food safety and equipment longevity in temperatures down to -25°C.
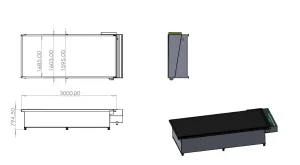
Compact, portable, and telescopic conveyors designed for rapid unloading from delivery vans into local micro-fulfillment centers.
Heavy-duty chain conveyors and pallet lifts designed to transport components weighing up to 2,000kg with precision accuracy.
Sterile-compliant conveyor belts and high-accuracy tracking systems for sensitive medical supplies and high-value pharmaceuticals.
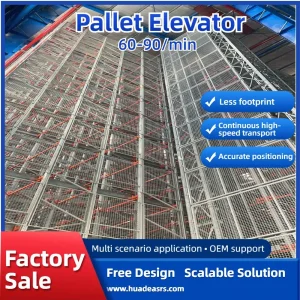
Multi-layered vertical lift and sortation systems designed for the high-security and high-volume demands of international aviation hubs.