Engineered for high-performance industrial and food-grade environments
Modern food processing demands more than just transportation; it requires sanitary-centric design. Food-grade conveyors have evolved from simple belts to advanced systems using AISI 304 or 316L stainless steel, featuring open-frame structures that eliminate "bacteria traps." This evolution is driven by the global push for HACCP compliance and the Food Safety Modernization Act (FSMA).
The integration of sensors and AI into conveyor systems allows for real-time tracking of food items, ensuring cold-chain integrity and rapid traceability. Smart conveyors can now auto-adjust speeds based on upstream production flow, significantly reducing waste and energy consumption.
As an exporter, we see a massive shift toward energy-efficient motors and recyclable modular belts. Companies are no longer just looking for throughput; they are looking for systems that reduce their carbon footprint while maintaining 24/7 reliability in harsh wash-down environments.
Hangzhou Maith Conveyor Co., Ltd. represents the pinnacle of China’s Industrial 4.0 initiative. By integrating R&D with precision manufacturing, we offer a level of vertical integration that few global exporters can match. This allows for rapid prototyping, customized engineering, and a supply chain that remains resilient even during global fluctuations.
Our strategic location in Hangzhou provides us with immediate access to high-tech component suppliers, reducing lead times for PLC controls, high-grade polymers for modular belts, and specialized stainless steel. For global buyers, this translates to lower TCO (Total Cost of Ownership) without compromising on international safety standards.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions. Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, retail distribution hubs, manufacturing plants, and fulfillment operations worldwide.
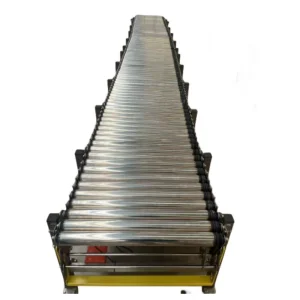
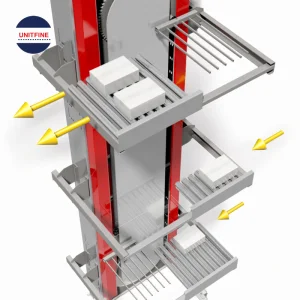
Maith Conveyor’s core product portfolio includes roller conveyor systems, belt conveyor lines, pallet handling systems, sorting conveyors, telescopic loading conveyors, gravity conveyor modules, and intelligent warehouse automation systems. By integrating PLC control systems, sensor-based tracking technology, AI-driven logistics optimization, and modular structural design, the company delivers efficient and scalable material flow solutions tailored to modern supply chain demands.






Our conveyors feature non-porous surfaces and IP69K rated components, making them ideal for high-pressure washdowns required in protein processing. Modular belt designs allow for rapid cleaning and zero cross-contamination.
Handling delicate products requires precision. Our systems include cooling tunnels and gentle transfer modules that prevent product breakage while managing high-volume output in e-commerce fulfillment and retail distribution.
Integrating ERP and WMS systems, our sorting conveyors utilize AI-driven logic to route thousands of parcels per hour, optimizing the material flow for global logistics giants.
CE certification ensures that the conveyor meets all EU safety, health, and environmental protection requirements. For food-grade systems, this includes compliance with Machinery Directive 2006/42/EC and often incorporates standards for food contact materials, ensuring no harmful substances migrate into the food products.
Maith offers the "Triple Advantage": Cost-efficiency due to local supply chains, cutting-edge technology via Hangzhou’s tech hub, and robust engineering talent. We provide high-end, customizable solutions that compete directly with European brands but with more flexible lead times.
Yes. Our systems are designed with connectivity in mind. We use standard PLC protocols (Siemens, Mitsubishi, Allen-Bradley) that allow seamless communication with your warehouse management software for real-time data tracking and inventory control.
We use high-grade 304 or 316 stainless steel, sealed bearings, and water-resistant motor housings. Furthermore, our designs minimize horizontal surfaces where water could pool, preventing corrosion and bacterial growth over time.
Explore our specialized range of automatic and industrial conveyor systems