The global material handling industry is undergoing a seismic shift. In the era of Industry 4.0, "moving items" is no longer a simple mechanical task but a complex data-driven operation. From e-commerce giants to precision pharmaceutical plants, the demand for Innovative Material Handling Systems has pivoted toward high-speed, zero-error, and energy-efficient solutions. As supply chains become more fragmented and customer expectations for "next-day delivery" rise, the role of manufacturers like Hangzhou Maith Conveyor Co., Ltd. has transitioned from equipment providers to strategic automation partners.
The global market for material handling equipment is projected to grow significantly, driven by the integration of IoT, AI, and sustainable energy. Current trends indicate a 40% increase in the adoption of AMR (Autonomous Mobile Robots) and High-Speed Sorters. This industrial landscape requires manufacturers who understand the nuance of regional logistics—where the "Last Mile" in Europe might differ significantly from the "Factory Floor" in Southeast Asia.
As a leading China Material Handling Systems Factory, Hangzhou Maith Conveyor Co., Ltd. leverages the world's most robust industrial supply chain. China's efficiency is not just about labor; it's about Industrial Agglomeration. Located in Hangzhou, a global hub for tech and logistics (home to Alibaba), Maith Conveyor integrates local software expertise with heavy-duty mechanical engineering.
Our 30,000 sqm production base utilizes advanced CNC machining and automated welding to ensure every roller and belt meets sub-millimeter tolerances. This precision reduces system vibration, extending equipment life by up to 35%.
We don't just build hardware. Our systems feature integrated PLC controls and AI-driven sorting algorithms that optimize traffic flow in real-time, preventing bottlenecks before they occur.
With ISO, CE, and FDA certifications, Maith Conveyor demonstrates verified expertise and reliability. Our engineering team comprises automation specialists who have delivered over 6,500 systems globally.
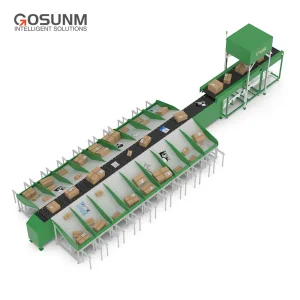
Global enterprises choose Chinese manufacturers like Maith for the Information Gain we provide: we offer localized application insights that Western firms often overlook. For example, our Narrow Crossbelt Sorters are optimized for the high-volume, small-parcel nature of modern e-commerce, offering main line speeds of up to 2m/s—a benchmark in sorting efficiency.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions. Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, retail distribution hubs, manufacturing plants, and fulfillment operations worldwide.



Maith Conveyor’s core product portfolio includes roller conveyor systems, belt conveyor lines, pallet handling systems, sorting conveyors, telescopic loading conveyors, gravity conveyor modules, and intelligent warehouse automation systems. By integrating PLC control systems, sensor-based tracking technology, AI-driven logistics optimization, and modular structural design, the company delivers efficient and scalable material flow solutions tailored to modern supply chain demands.
Driven by continuous innovation and smart logistics development, Hangzhou Maith Conveyor Co., Ltd. is committed to improving warehouse productivity, reducing operational costs, and enhancing automation efficiency. The company provides customized engineering solutions, flexible system integration, and reliable after-sales support, building long-term partnerships with global customers in the rapidly evolving logistics and automation industry.



The versatility of our systems allows them to adapt to highly specialized environments. We don't believe in "one size fits all."
Our Smart AI Sushi Train Conveyors use IR sensors and automated routing to revolutionize the "kaiten" experience, reducing labor costs in the hospitality sector while increasing table turnover.
With crossbelt and modular sorting systems, we help fulfillment centers sort up to 10,000 parcels per hour, essential for Black Friday and Double 11 peak periods.
Our LZB Slurry Conveyors are designed for harsh environments, such as fish waste and animal viscera handling, featuring anti-corrosion materials and specialized rotary pumps.



As we look toward 2030, several key technologies will define the Material Handling Factory of the future:
When sourcing from a China Innovative Material Handling Manufacturer, buyers should focus on: 1. Total Cost of Ownership (TCO): Look beyond the initial price; focus on energy consumption and maintenance intervals. 2. System Integration: Ensure the hardware is compatible with your WMS (Warehouse Management System). 3. Scalability: Can the manufacturer provide flexible, expandable designs like our skate wheel conveyors?