Our high-performance modular conveyors are pre-configured and optimized to meet Sweden's rigorous mechanical engineering standards, CE-compliance guidelines, and strict clean-room requirements.



As Sweden accelerates its integration of Industry 4.0 frameworks, local manufacturing is facing two major pressure points: escalating labor overhead and an aggressive nation-wide commitment to carbon-neutral production. Industry sectors ranging from advanced automotive engineering in Gothenburg to biological pharmaceuticals in the Stockholm-Uppsala corridor are undergoing structural retrofits. Traditional, rigid conveying mechanisms are no longer viable. Today's dynamic assembly layouts require reconfigurable, low-energy, and modular conveying systems that can scale alongside production demands.
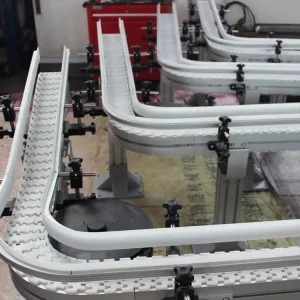
Modular conveying represents a paradigm shift from traditional, custom-welded structures. By utilizing standardized mechanical profiles, heavy-duty engineering plastics (such as POM and PP), and modular frame components, these systems allow Swedish automation engineers to change system routing, lengthen or shorten lines, and transition from horizontal to vertical elevation in a matter of hours instead of days.
When exporting modular conveyor systems to Sweden, our mechanical engineering focus centers on long-term structural integrity and smart control compatibility:
*Figures validated through comparative case studies measuring the transition from traditional rubber-belt conveyors to modern high-durability modular plastic plate configurations.
Industrial processes in Sweden require rigorous precision. Our engineered modular conveyors are designed for distinct environments across the Swedish industrial spectrum:
Operating within the ecosystem of Volvo, Scania, and Polestar, components must be routed through robotic weld lines and assembly cells with absolute millimeter-accuracy. Our multi-lane timing belt aluminum modular conveyors provide precise indexing and anti-slip transit for battery modules, powertrain sub-assemblies, and heavy chassis accessories.
Sweden's dairy and automated bakery facilities enforce some of the world's strictest sanitary guidelines. Standard rubber-belt conveyors trap particulates in underlying belt fibers. By utilizing open-hinge modular plastic mesh conveyor belts fabricated from high-grade polyoxymethylene (POM), we deliver food processing systems that support clean-in-place (CIP) protocols, ensuring zero microbiological accumulation.
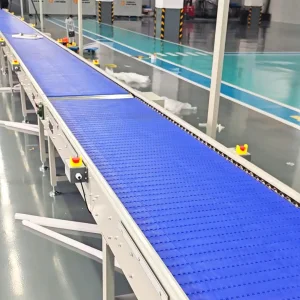
With the rapid growth of e-commerce throughout the Nordic region, large logistics hubs in Jönköping and Gothenburg require continuous high-speed sorting and multi-layered parcel transport. Our high-capacity PVC belt conveyors and heavy-duty gravity modular roller modules are designed to run 24/7, providing optimized sorting throughput with minimal operational noise levels.
The future of material handling in the Nordic region is defined by digital integration and environmental stewardship. Our technical development roadmap for the Swedish market centers around three core pillars:
As a global leader in advanced material handling equipment, Hangzhou Maith Conveyor Co., Ltd. (established in 2013) combines precision engineering with competitive industrial scale. While Swedish local machinery suppliers face long delivery timelines and component shortages, our centralized manufacturing hub in Hangzhou, China, guarantees robust supply chain reliability.
Operating a state-of-the-art 30,000 square meter production facility with over 360 specialized automation and mechanical engineers, we manufacture over 6,500 complete conveyor systems annually.
By managing the entire production process in-house—from initial structural drafting and precision CNC milling to custom PLC control programming—we significantly reduce production cycles. This ensures that custom modular conveyors are manufactured, packaged, and delivered to Sweden in a fraction of the time required by regional European fabricators.
Download Global Supply Chain WhitepaperEntering the Swedish industrial market requires complete compliance with strict safety directives. Every conveyor exported to Europe is designed and certified according to the following frameworks:
Critical engineering answers regarding material selection, international compliance, logistics, and customized integration.
Our food-grade conveyor series uses modular plastic belts molded from pure, FDA-compliant Polyoxymethylene (POM) or Polypropylene (PP), certified under EU Regulation 1935/2004. These materials feature non-porous surfaces that resist bacterial buildup and tolerate chemical washes. The conveyor frame is constructed from 304 or 316 grade stainless steel with sloped surfaces to ensure quick runoff during Washdown/CIP (Clean-in-Place) procedures.
Yes. Every motorized modular system can be delivered with standard asynchronous AC gearmotors, brushless DC motors, or smart drum motors designed to integrate directly with European VFDs and PLC systems. We offer pre-installed sensors (including photo-eyes, proximity sensors, and encoders) using standard M12 quick-connect interfaces that communicate natively over Profinet, EtherCAT, or IO-Link protocols.
Depending on structural complexity, standard systems (such as modular plastic belt lines or timing belt systems using extruded aluminum profiles) are manufactured within 3 to 4 weeks. Once quality control testing is complete at our Hangzhou facility, sea transit from Shanghai or Ningbo to major Swedish ports like Gothenburg or Helsingborg takes approximately 35 to 45 days. We also offer air freight and train transport (via the Eurasian land bridge) for expedited requirements.
Absolutely. Our dedicated mechanical engineering team works directly from your 3D CAD files (STEP, DWG, or SolidWorks) to adapt our modular conveyor footprints. We customize parameters including length, width, lateral guide rails, adjustable height supports, multi-lane divisions, and dynamic curving angles to fit into your existing floor plan.
We use premium raw materials, including high-tensile structural aluminum, heavy-duty stainless steel, and wear-resistant polymer compounds. Each production run undergoes extensive load and continuous-run testing before packaging. Critical wearable components, such as bearings, sprockets, and driving chains, are built to standard global ISO and metric norms, ensuring easy procurement of standard replacements in Sweden.
Select from our heavy-duty, clean-room, and multi-tier modular systems to elevate your factory throughput.






Standardized profiles designed for complex conveyor configurations and specific processing setups.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions for global distribution, manufacturing, and e-commerce industries. Established in 2013 and headquartered in Hangzhou, China, the company integrates research and development, system design, precision manufacturing, installation services, and international OEM/ODM support into a complete industrial automation ecosystem.
The company operates a modern production base covering approximately 30,000 square meters with more than 360 employees, including mechanical engineers, automation specialists, and software control experts. Equipped with advanced fabrication workshops, automated assembly lines, and rigorous quality inspection systems, Maith Conveyor ensures high performance, stability, and durability across all conveyor solutions. Annual production capacity exceeds 6,500 complete conveyor systems, serving clients in warehousing, logistics centers, airports, retail distribution hubs, manufacturing plants, and fulfillment operations worldwide.
Maith Conveyor’s core product portfolio includes roller conveyor systems, belt conveyor lines, pallet handling systems, sorting conveyors, telescopic loading conveyors, gravity conveyor modules, and intelligent warehouse automation systems. By integrating PLC control systems, sensor-based tracking technology, AI-driven logistics optimization, and modular structural design, the company delivers efficient and scalable material flow solutions tailored to modern supply chain demands.
Driven by continuous innovation and smart logistics development, Hangzhou Maith Conveyor Co., Ltd. is committed to improving warehouse productivity, reducing operational costs, and enhancing automation efficiency. The company provides customized engineering solutions, flexible system integration, and reliable after-sales support, building long-term partnerships with global customers in the rapidly evolving logistics and automation industry.